.jpg)
三、等导程螺纹切削(G33)
G33指令可以加工等导程螺纹。见如下指令格式,以F代码后续数值,可以直接指定等导程螺纹切削的导程。
G33 Z_ P F Q ;
F——长轴方向的导程,其决定方法如图3-82所示。
Q——螺纹切削初始角度的变换角(0°~360°)。
如果α≤45°,导程是Z向;如果α>45°,导程是1X向;
一般在切削螺纹时,从粗切到精切,是沿同一轨迹多次重复切削。由于在主轴上安装有位置编码器,每次重复切削时起始点和运动轨迹都是相同的,同时还要求主轴转速也必须是恒定的。如当主轴发生变化,必然会影响螺纹切削精度。对主轴转速有如下限制:
I≤S≤(最高进给速度)/螺纹导程;
I——位置编码器的容许转速(A型4000r/min,B型6000 r/min);
S——主轴转速(r/min);
螺纹导程:mm或in;
最高进给速度:mm/min或in/min。
螺纹切削开始和结束部分,一般由于伺服的迟滞等原因,会造成导程误差,因此,要适当考虑切入、切出量。多头螺纹切削可以用改变螺纹切削初始角来实现。有关螺纹切削参见如图3-83所示的螺纹切削实例。
N20 G90 G00 X 100.0 Y0 S45.0 M03;
N21 Z200.0;
N22 G33 Z120.0 F5.0;
N23 M19;
N24 G00 X105.0;
N25 Z200.0 M00;
N26 X100.0 M03 S45.0;
N27 G04 X2.0;
N28 G33 Z120.0 F5.0;

图3-82 长度方向导程示意图
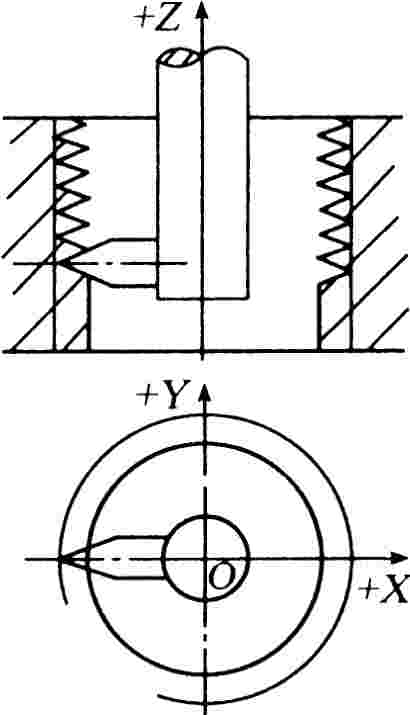
图3-83 螺纹切削
上一篇:航空运单的主要内容
下一篇:“雄兔脚扑朔”的理解






