
2.3 圆盘给料机装置状态维护与检修技术
2.3.1 圆盘给料机的用途及结构特点
圆盘给料机是球团厂用作配料的常用设备,其作用是在一定时间内,从矿槽中放出一定数量的物料,从而得到所需成分的混合料。
圆盘给料机的主要工作部件是固定在竖轴上水平回转的圆盘,它由电动机经减速机、伞齿轮带动圆盘竖轴转动,物料经过一个固定的漏斗漏至圆盘上,由于圆盘的旋转,将物料由料斗旁的出料口转到运输皮带上或漏斗上,下料量的大小可以通过调整转速或给料口开度来控制。圆盘给料机与套筒组合而成原料配料装置,套筒部分由料斗、套筒和可调的卸料部件构成,套筒由钢板卷制而成。
常用的圆盘给料机,按其传动结构封闭的形式不同,可分为封闭式和敞开式,封闭式如图2-3所示。

图2-3 封闭式圆盘给料机外形
1-驱动减速机;2-套筒;3-料仓;4-闸门;5-扇形门;6-圆盘;7-圆盘减速机;8-裙边皮带
封闭式圆盘给料机传动的齿轮及轴承部件装在刚度较大的密封箱壳中,结构坚固,润滑良好,检修周期长,适用于负荷较大的场所,但是设备重、造价高、制造困难。而敞开式圆盘给料机是由敞开式齿轮传动,各啮合处的摩擦部位和轴承容易落进灰尘和杂物,同时也不可能有良好的润滑。齿轮、轴承及各转动摩擦部位会迅速磨损。但是设备轻、结构简单、便于制造。无论封闭式、敞开式的圆盘给料机,其传动结构如图2-4所示。
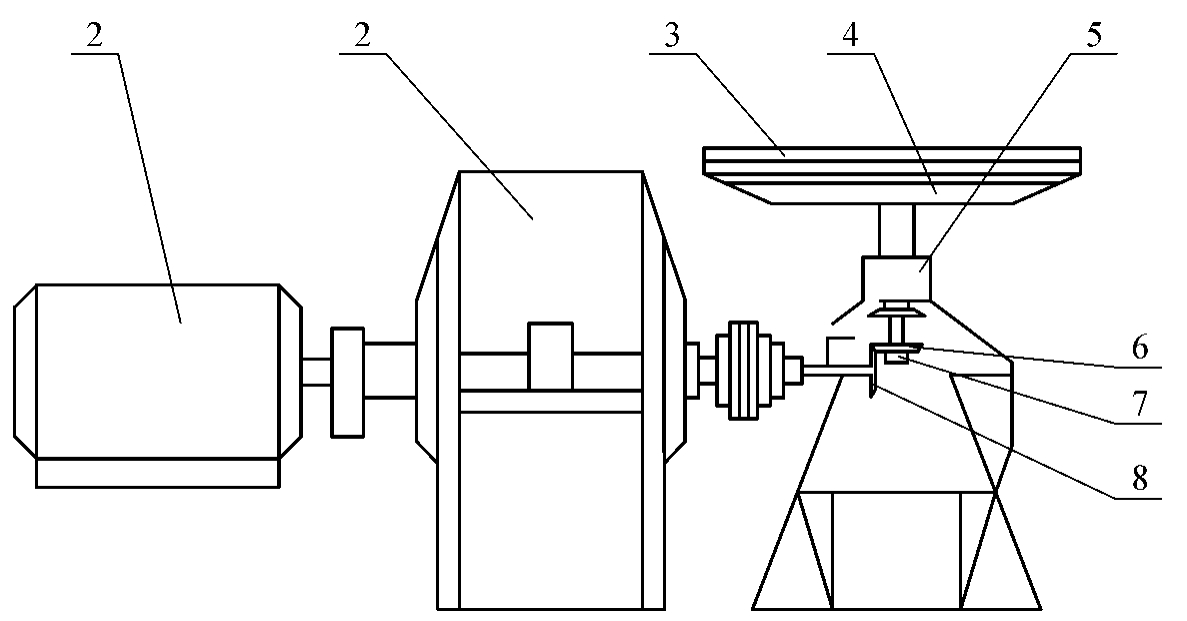
图2-4 圆盘给料机传动结构
1-电机;2-驱动减速机;3-圆盘扇形板;4-圆盘;5-圆盘减速机上盖;6、8-齿轮副(大、小各一个);7-推力轴承
2.3.2 圆盘给料机状态维护内容及周期
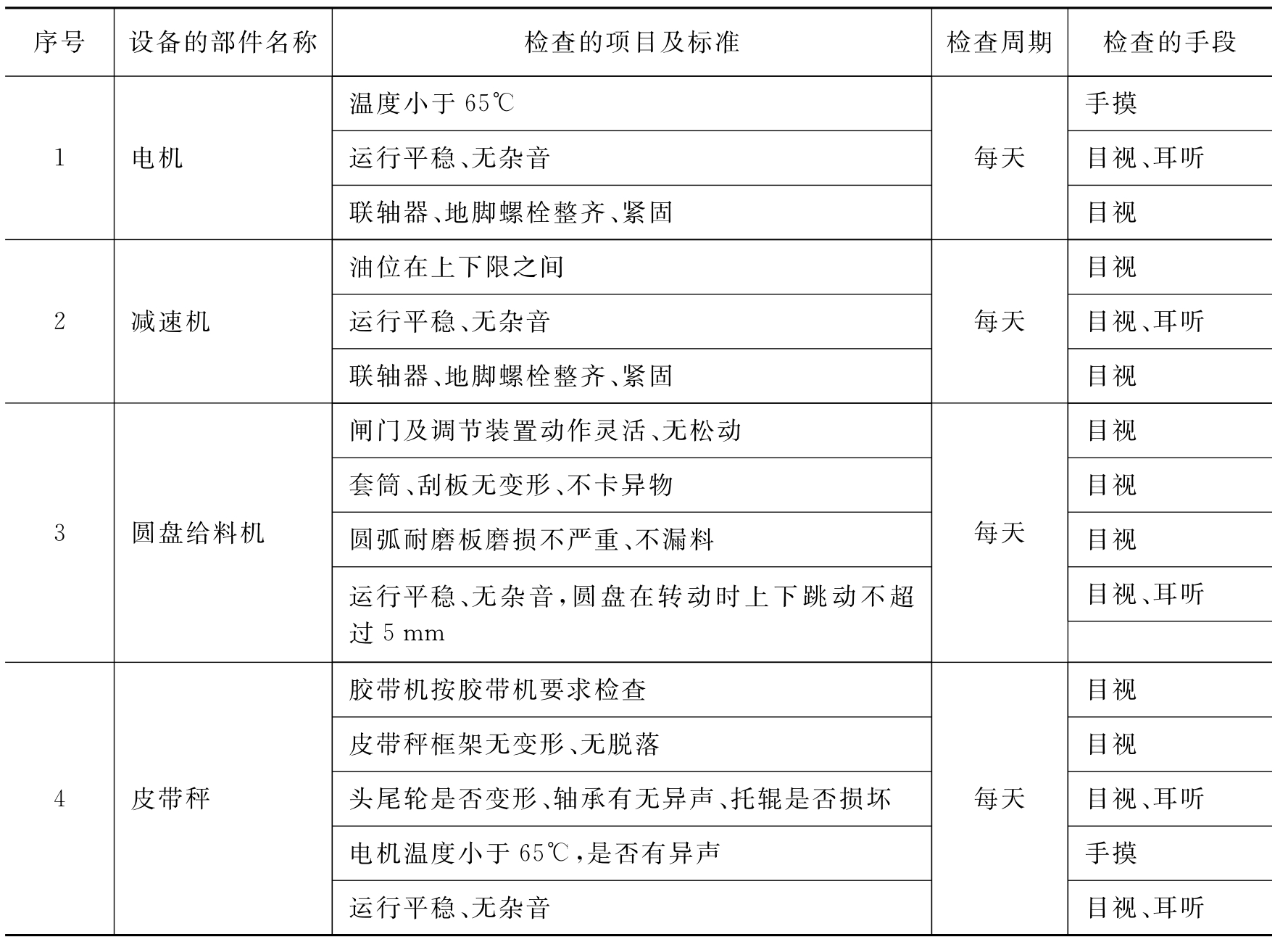
圆盘给料机状态维护内容及周期见表2-5。
表2-5 圆盘给料机状态维护内容及周期
2.3.3 圆盘给料机常见故障及处理对策
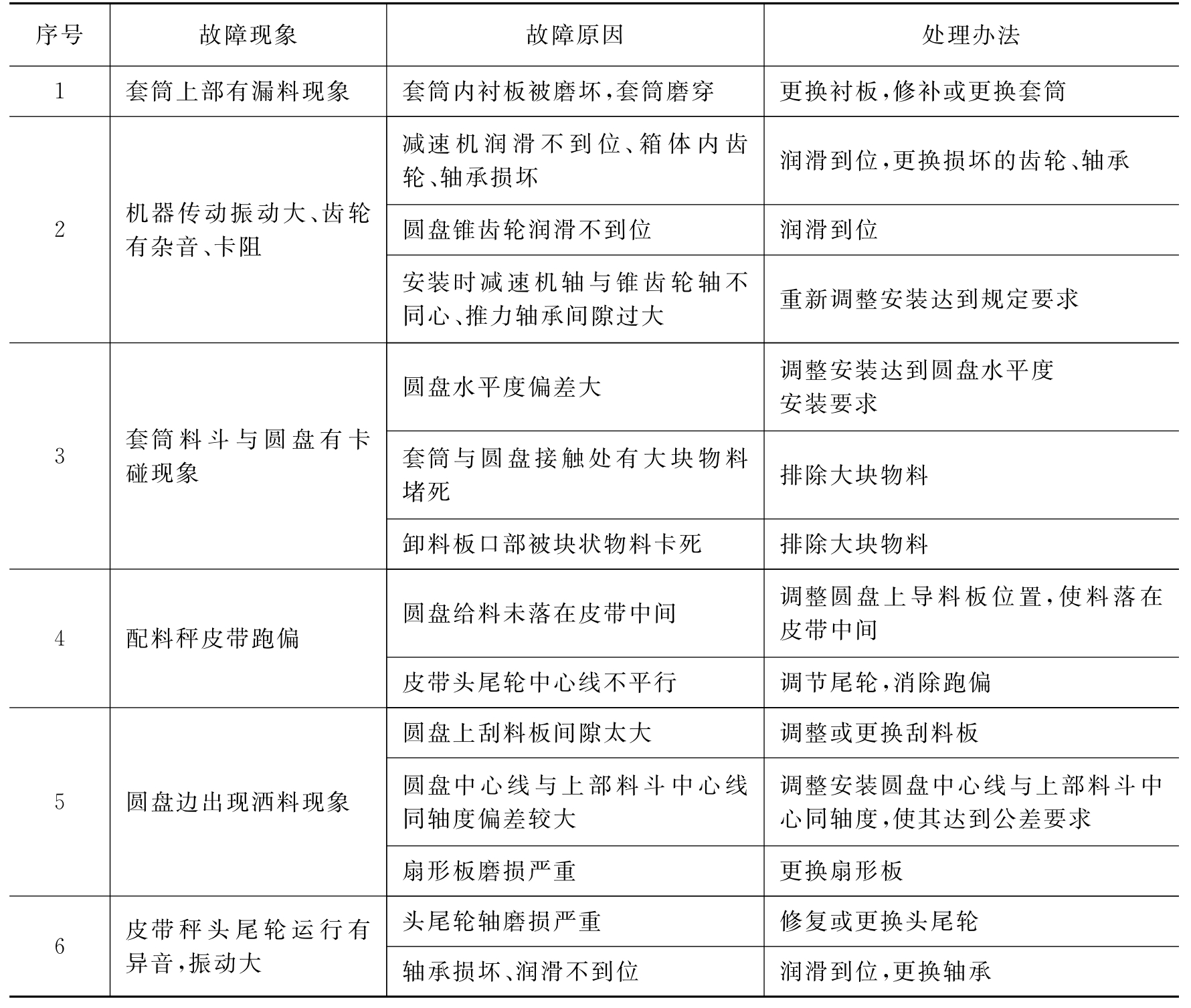
圆盘给料机常见故障及处理对策见表2-6。
表2-6 圆盘给料机常见故障及处理对策
2.3.4 圆盘给料机定(年)修主要施工内容
圆盘给料机定(年)修的主要内容:
(1)圆盘套筒更换;
(2)圆盘减速机解体维护;
(3)圆盘扇形板板更换;
(4)圆盘皮带秤裙边皮带更换;
(5)圆盘皮带称头尾轮、轴承、电机更换。
2.3.5 圆盘给料机主要零部件的检修参数
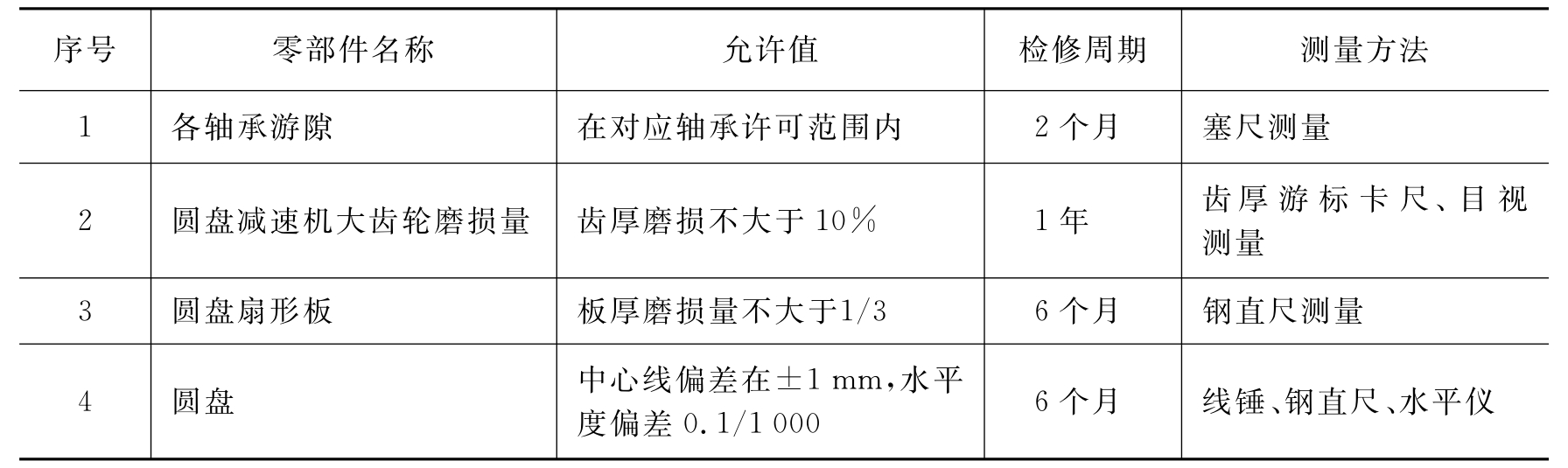
圆盘给料机主要零部件的检修参数见表2-7。
表2-7 圆盘给料机主要零部件检修参数
2.3.6 圆盘给料机主要检修方法及技术要求
2.3.6.1 圆盘套筒更换
1)更换程序
更换程序是:施工准备─→防护栏、刮板、调节丝杆的拆除─→旧套筒连接螺栓的拆除─→更换圆盘新套筒─→回装防护栏、调节丝杆、刮板等─→试车。
2)主要检修方法
(1)拆除防护栏杆、套筒上的刮板及套筒闸门上调节丝杆,以防止套筒吊装时损坏闸门。
(2)在旧套筒上均匀焊接3个吊耳,挂手拉葫芦,拆除圆盘套筒连接螺栓。
(3)如图2-5所示,手拉葫芦和电动葫芦配合将旧套筒拆除吊离至合适位置。
(4)新套筒(焊接3吊耳)吊入回装,调整完后,法兰接触面上加垫石棉绳、紧固法兰口连接螺栓。
(5)回装圆盘刮板、修整闸门及调节丝杆。
(6)恢复防护栏,收尾试车。
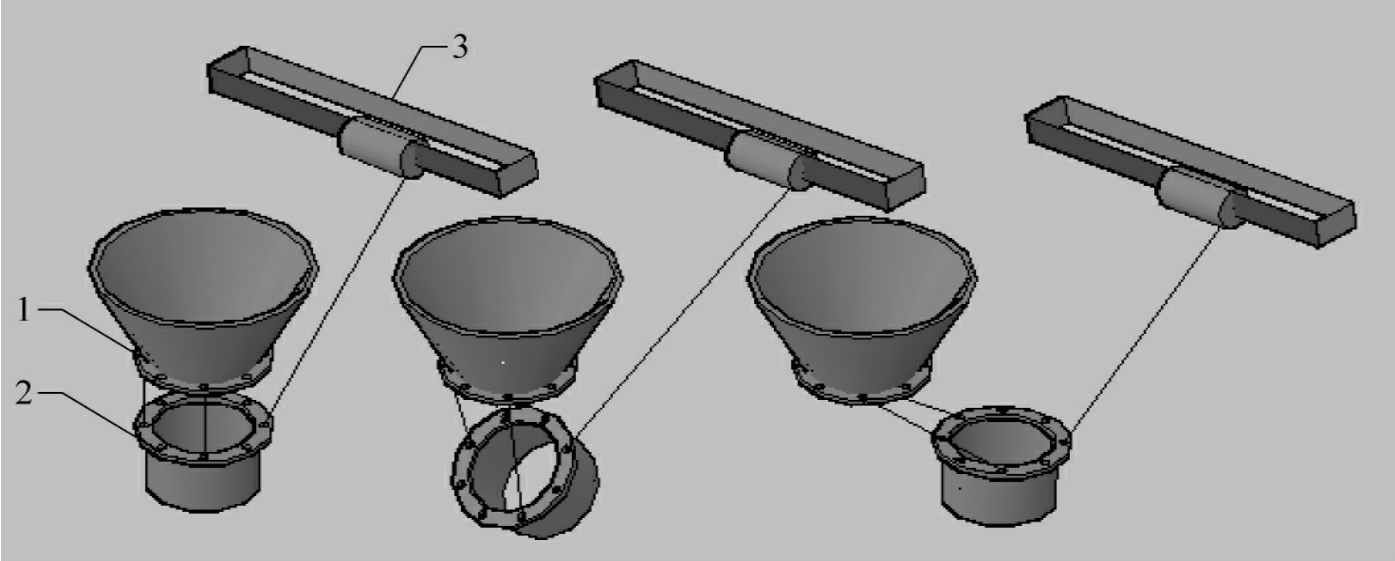
图2-5 圆盘套筒吊装
1-料仓;2-圆盘套筒;3-电动葫芦
2.3.6.2 圆盘减速机解体维护
1)解体检修程序
检修程序如图2-6。
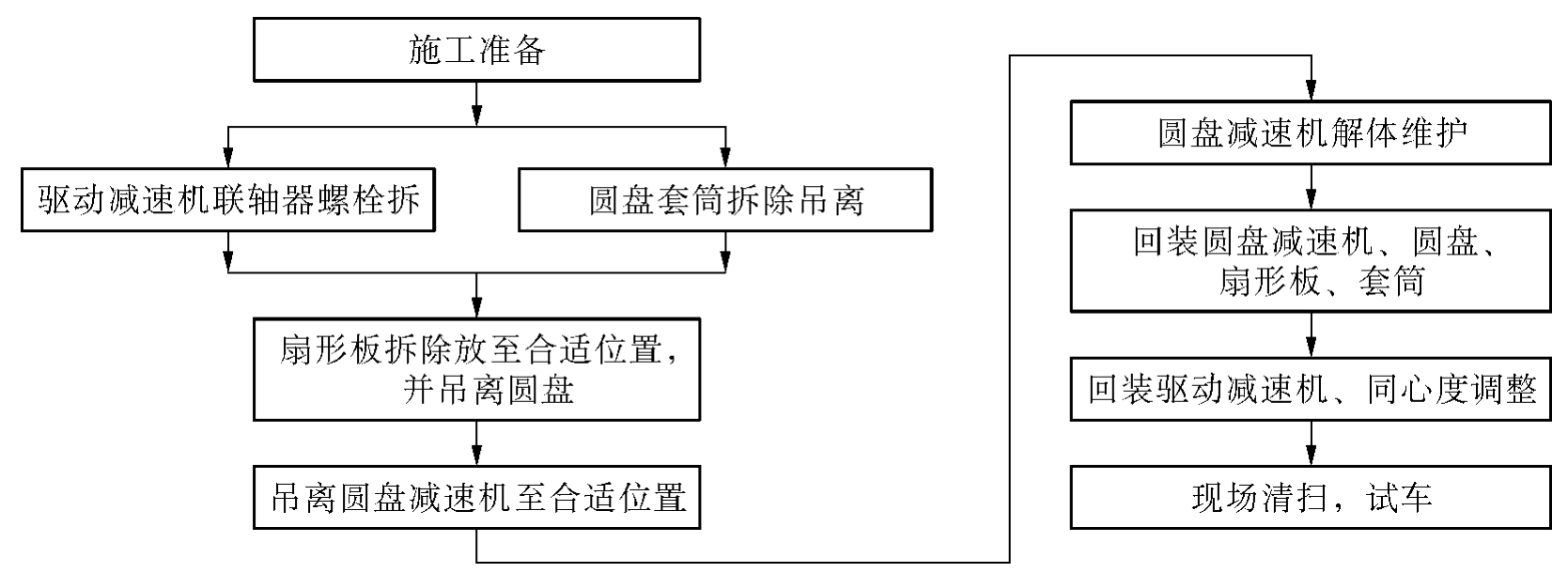
图2-6 减速机解体维护程序
2)主要施工方法
(1)施工前各项安全措施落实,工机具准备到现场,确认备件外形尺寸。
(2)拆除圆盘套筒。拆除驱动减速机与圆盘减速机联轴器之间连接螺栓。
(3)在圆盘上均匀取三点,分别对称挂手拉葫芦,将圆盘吊至合适位置。过程中为了安全顺利将圆盘吊离,可先拆除圆盘上安装的扇形板(见图2-7)。需要注意的是:圆盘与圆盘减速机为推拔式连接,若吊离圆盘受阻,可使用两个10t千斤顶稍微顶压圆盘,使其松弛。
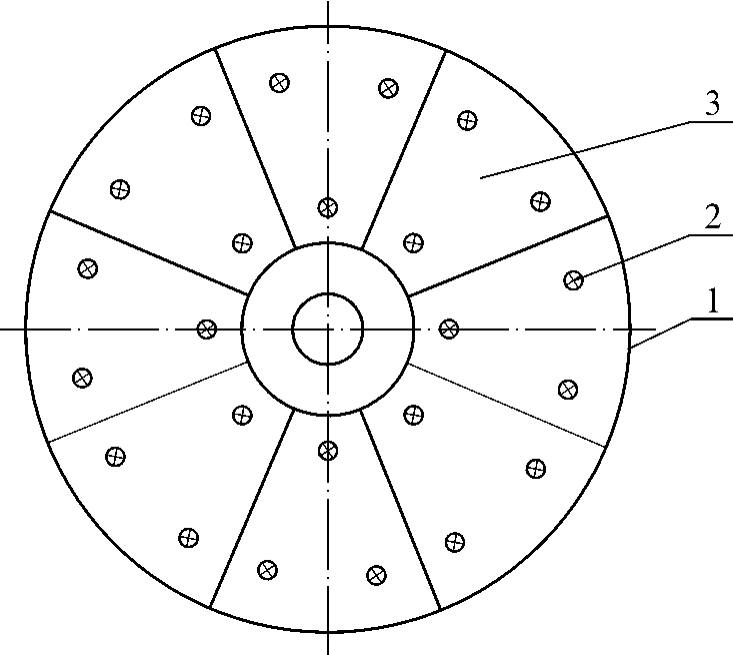
图2-7 圆盘结构(俯视图)
1-圆盘;2-扇形板固定螺栓;3-扇形板
(4)吊离圆盘减速机至合适位置(吊装过程与套筒吊装过程相同),拆卸圆盘减速机联轴器、上盖连接螺栓。
(5)拆卸圆盘减速机内大、小齿轮(各一个),吊离大齿轮时可在轴端面处焊接一吊耳,以方便作业(见图2-8、图2-9)。检查大小齿轮、调心轴承、推力轴承使用情况,以及轴表面和内孔是否有磨损或毛刺,可使用细砂布或细锉刀对驱动轴、大齿轮轴稍作修磨。检查轴承是否有点蚀或发蓝现象,更换损坏的大、小齿轮、轴承。使用少许煤油将大齿轮轴的轴承底座清洗干净。将装配好的大齿轮轴(大齿轮、轴承)回装到轴承底座上(尤其是下部调心轴承要装配到位),抹上润滑油。装配过程中要防止灰尘进入轴承底座内。
(6)依次回装圆盘减速机、圆盘、圆盘扇形板、圆盘套筒(要保证圆盘中心与料仓口中心线偏差在规定范围内(±1mm);扇形板水平度误差在±5mm)。
(7)回装驱动减速机与圆盘减速机联轴器,螺栓紧固到位并进行同心度校正,紧固底脚螺栓。(减速机低速轴一端联轴器与圆盘减速机联轴器同心度要求:轴向≤0.3mm/1 000mm,径向≤0.15mm)。
(8)现场清扫、试车。试车运行时检查各传动部分是否平稳、有无异响等不良现象。
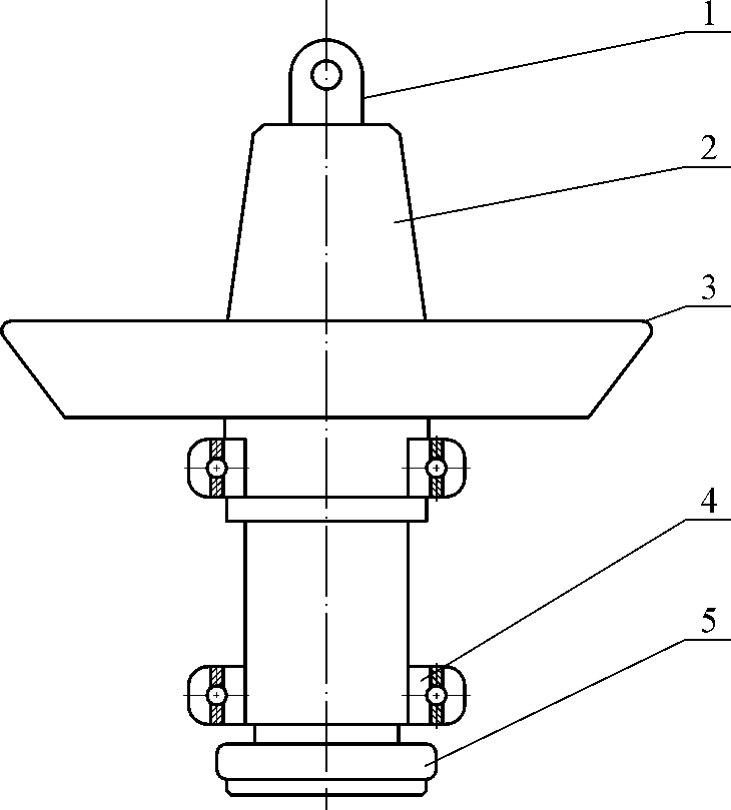
图2-8 大齿轮结构及拆除吊耳安装
1-自制吊耳;2-大齿轮轴;3-大齿轮;4-调心轴承;5-推力轴承
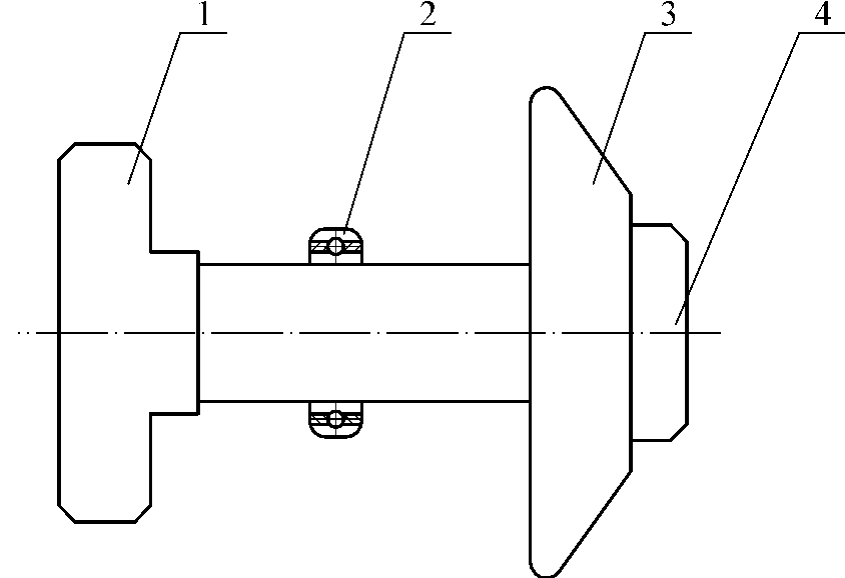
图2-9 小齿轮结构
1-联轴器;2-调心轴承;3-小齿轮;4-驱动轴
2.3.6.3 圆盘皮带秤裙边皮带更换
更换程序是:施工准备─→防护栏、罩壳、皮带秤底架连接螺栓、称重传感器信号线的拆除─→松卸尾轮调节丝杆,抽出裙边皮带─→新裙边皮带回装─→恢复工作,试车。
(1)拆除防护栏、皮带秤头部罩壳、称重传感器信号线,拆除裙边皮带,抽出侧面皮带秤支撑架与上皮带架和底座的连接螺栓以及托辊支撑架,拆除如图2-10所示一侧的两支撑架。
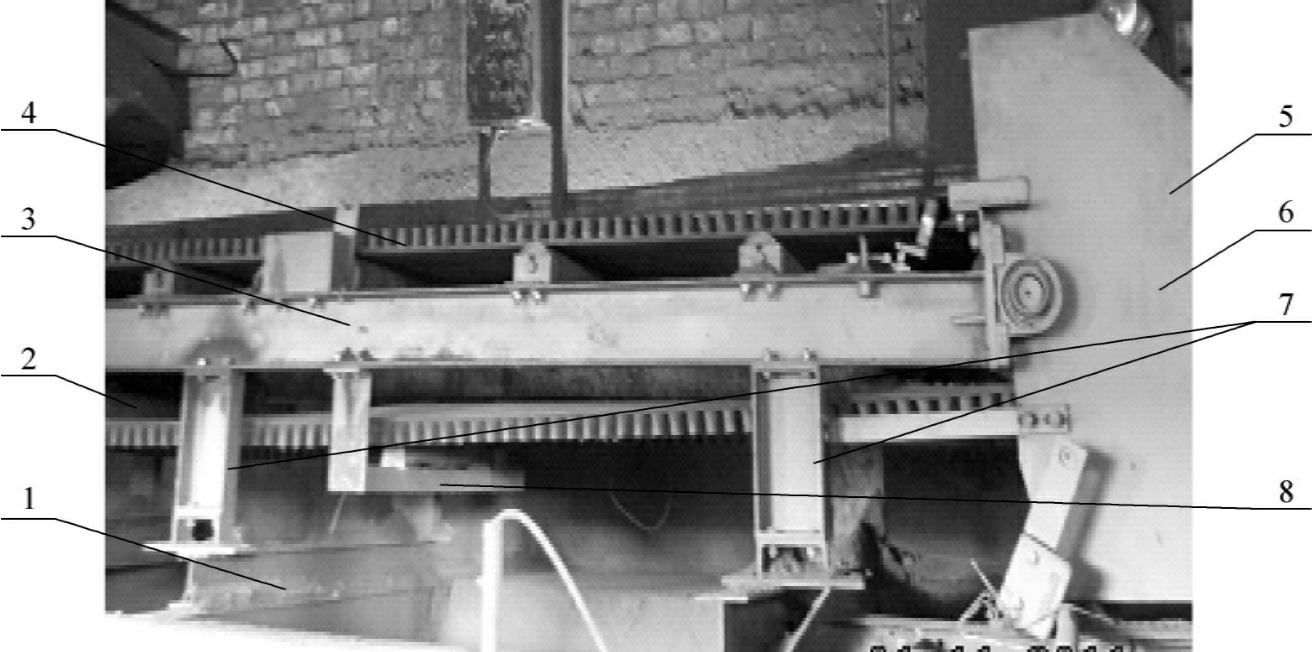
图2-10 圆盘皮带秤裙边皮带外形
1-底座;2-下调节托辊;3-皮带架;4-称重传感器;5-头轮罩壳;6-头轮(在罩壳内部);7-支撑架;8-托辊支撑架
(2)固定下调节托辊(防止裙边皮带抽出后托辊掉下),使尾轮调节丝杆处于松弛状态,将裙边皮带松开,从侧面整体抽出旧裙边皮带,并吊离至合适位置。
(3)新裙边皮带从侧面整体穿入,拉进皮带架。调节尾轮的调节丝杆确保皮带松紧合适。
(4)皮带秤支撑架回装,螺栓紧固,下调节托辊恢复,头部罩壳、防护栏等恢复。
(5)传感器接线,防护栏恢复,现场清扫,试车。
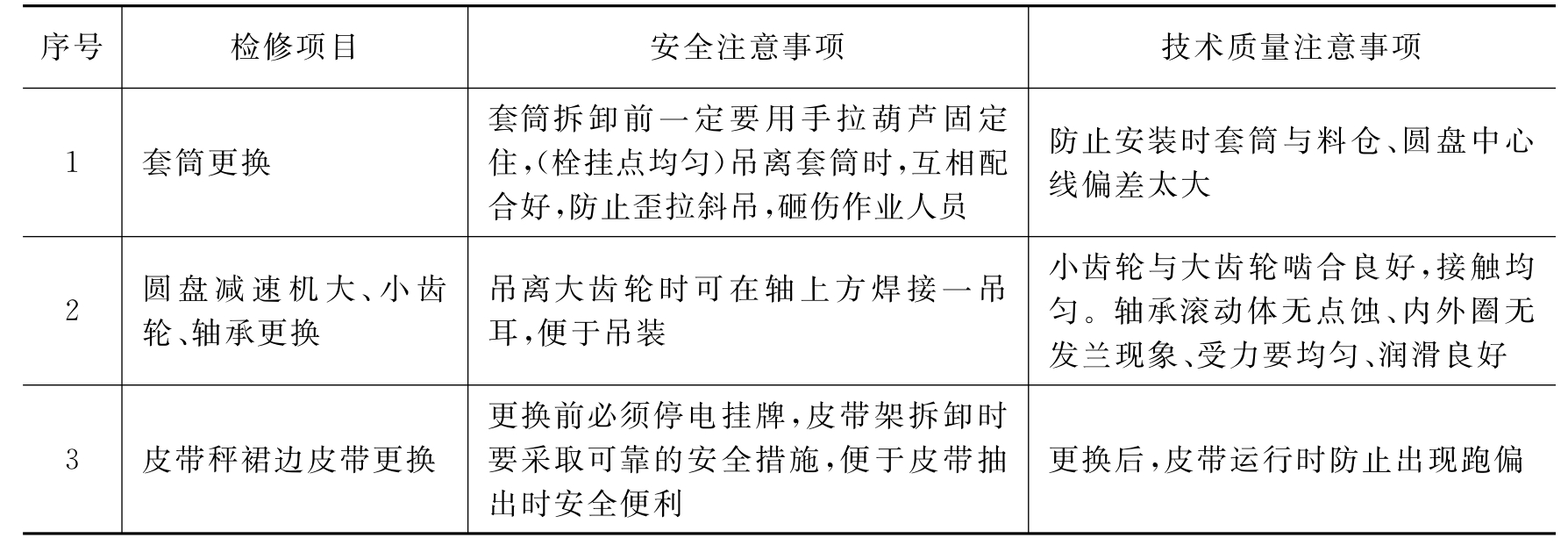
2.3.7 圆盘给料机检修注意事项
圆盘给料机检修注意事项见表2-8。
表2-8 圆盘给料机检修注意事项
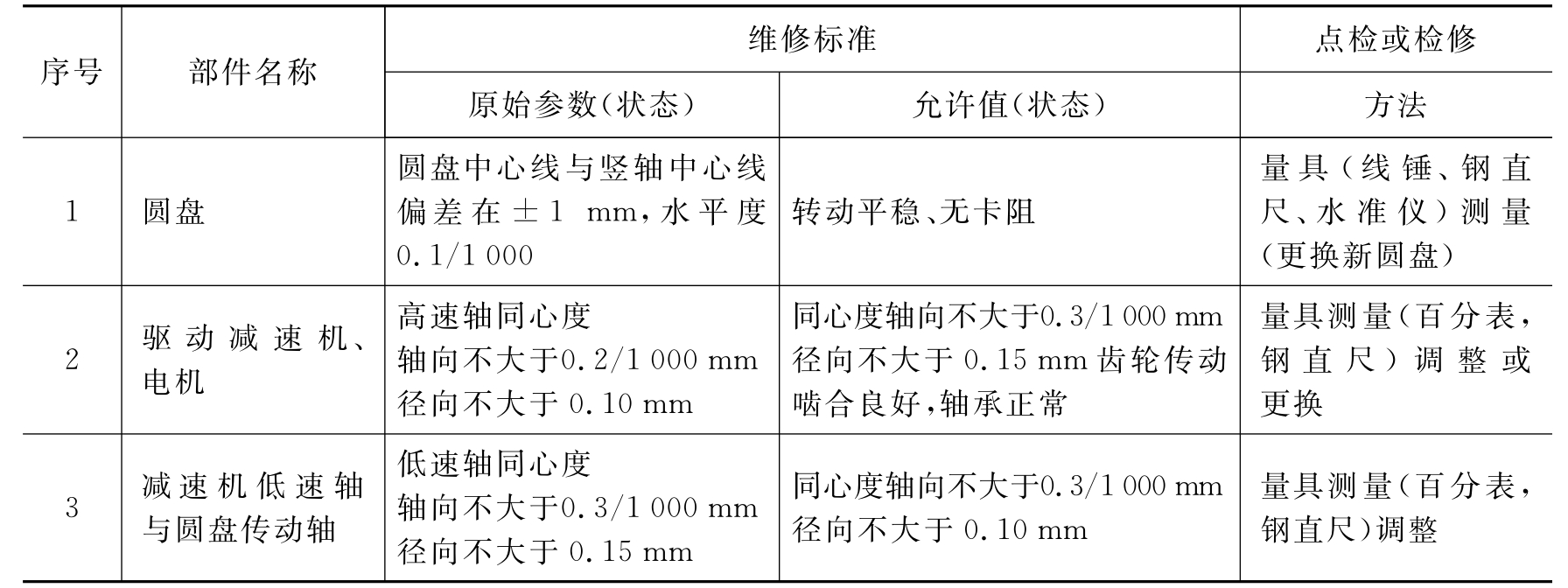
2.3.8 检修技术标准
检修技术标准见表2-9。
表2-9 圆盘给料机检修技术标准
2.3.9 验收及方法
2.3.9.1 试车验收前的准备
(1)机械安全防护装置和电气防护装置已经正确安装完毕。
(2)圆盘给料机驱动电机电源开关是否从中央转换到现场,作业人员撤离现场。
(3)驱动减速机、电机、头尾轮传动装置检查合格,按规定加注润滑油,润滑、冷却系统正常。
(4)圆盘表面或底部应无障碍物。
(5)各项安全措施应符合要求。
2.3.9.2 试车过程中验收
(1)按照圆盘给料机操作规程启动电机,各部位无异常现象和摩擦声方可继续运转,圆盘给料机在无负荷下运行时间不应小于15min,无负荷运转正常后,逐渐开始放料,调节闸门控制好物料的流量,如皮带秤裙边皮带跑偏可对尾轮调节丝杆直至圆盘给料机正常转运物料。
(2)检查减速机、电机轴承温度、振动(试转中各轴承部位不得有不正常的噪声,滚动轴承的温度不应超过环境温度+40℃),在规定的满负荷下连续运转不宜小于1h(对于新换的圆盘减速机,不宜小于4h),及时做好异常故障的应对和处理,并做好记录。
(3)经过连续负荷运行规定的时间后,各项技术指标均达到设计要求或能满足安全生产需要。
上一篇:外商对华直接投资的发展阶段
下一篇:关于真字的字形来历前人众说纷纭






