
第一节 焊接热过程
在多数和主要的焊接方法中材料的加热是一个基本的条件。尤其是局部加热(熔化焊就是局部加热),除了为焊接创造重要的条件,也给焊接过程带来了许多问题。其中主要的有:
(1)金属材料的局部加热熔化,熔池金属会与气体反应,改变了金属的化学成分,在冷却凝固时,得到不同的组织,这将使焊缝金属有可能产生缺陷或对焊缝金属的性能有很大的影响。
(2)金属材料局部加热时,热影响区的组织和性能将发生变化,在多数情况下热影响区的性能都是不好的。
(3)金属材料的局部加热和冷却过程,引起材料各区域不均匀的体积膨胀和收缩,使得结构中产生焊接变形与应力。
(4)熔化焊的生产率取决于基本金属及焊条(或焊丝)的熔化效率,不同的加热方式影响着熔化焊的生产率。
因此为了解决焊接结构的质量和焊接生产率,我们就需要了解焊接时材料的加热和冷却过程。以下我们讨论熔化焊接时的热过程特点。
一、焊接温度场
金属材料受到热源加热时温度就会升高。焊接时一般为局部加热,热源又是移动的,因此离开热源不同距离的各点,其温度也是不同的。为了分析焊接时材料的受热和冷却,就需要有一个温度场的概念,所谓温度场(或称热场)就是指在某一瞬间,材料上各点温度的分布情况。温度场可用图形来表示,如图1-1所示。
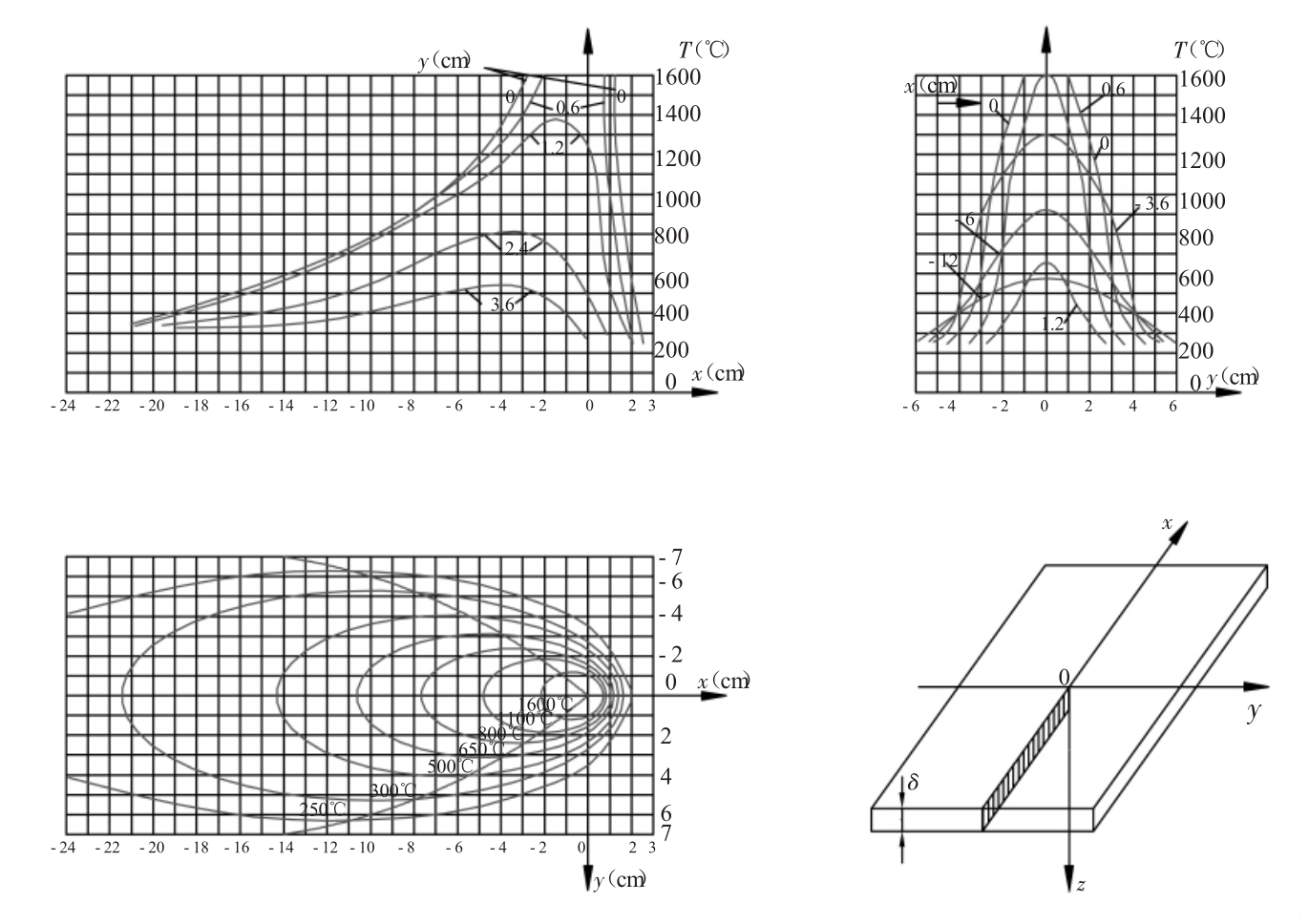
图1-1 焊接温度场
在整个加热和冷却过程中材料上各点在不同时间,温度是不同的。温度场变化的过程又称热过程。
二、影响焊接温度场的因素
影响焊接温度场的因素可归纳为以下几个主要方面。
1.热源的影响
不同热源由于它们的热强度(单位时间内供给的热量)和热量分布不同,因而影响温度分布。电弧的热强度比气焊火焰的热强度大。所以在焊同一厚度的材料时,电弧焊的温度场就比气焊小。况且电弧热量分布较气体火焰热量集中,也就是受热作用的区域小,即焊接热影响区小。在一般情况下热影响区小对焊接接头的性能有利。因此热强度越大,热量分布越集中的热源(如电子束,等离子弧等)在焊接工艺中越有发展前途。
2.基本金属热物理性能的影响
(1)导热系数(λ)——表示材料传导热量的能力,不同材料的导热系数差距很大,如图1-2所示。同一材料的导热系数也随温度的变化而变化。
(2)比热(c)——单位重量的材料温度升高1℃所需的热量。不同的材料其比热也不同,铝比热较大,碳钢比热较小,而铜介于二者之间,如图1-3所示。
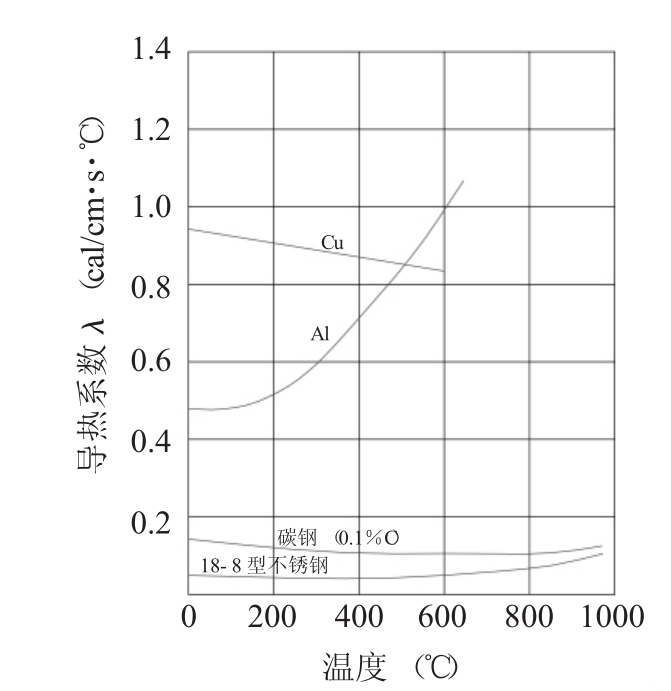
图1-2 四种金属的导热系数与温度的关系

图1-3 几种金属的比热与温度的关系
由于材料的热物理性质不同(主要是热导系数,比热),使温度场的分布相差很大。导热能力越差的材料其高温受热区域越大,也就是引起组织性能变化和变形的热影响区越大,往往由此而引起的问题越多越严重。但从另一角度讲,导热差的材料对热源的热利用率高,焊接熔化效率较高。
3.焊接工艺参数的影响
焊接工艺参数中,以电弧率及焊接速度影响较大。
在板厚及焊接速度一定时,电弧功率大,受热达600℃的高温区域就增大。在电弧功率和板厚一定时,增大焊接速度,则600℃的高温区域就缩小。因此我们可适当调节焊接工艺参数,控制热影响区的大小。
4.板厚的影响
材料厚度对温度场的分布影响也很大,厚度大导热快,厚度小导热慢。因此在相同的热源功率和工艺规范时,厚板的温度场分布范围较小,薄板的温度场分布范围较大。
5.焊接接头形式的影响
不同的接头形式,热的传导情况不同,如图1-4所示,热传导最容易的接头其热场分布范围最小(热传导的易难相当于材料导热能力的大小)。
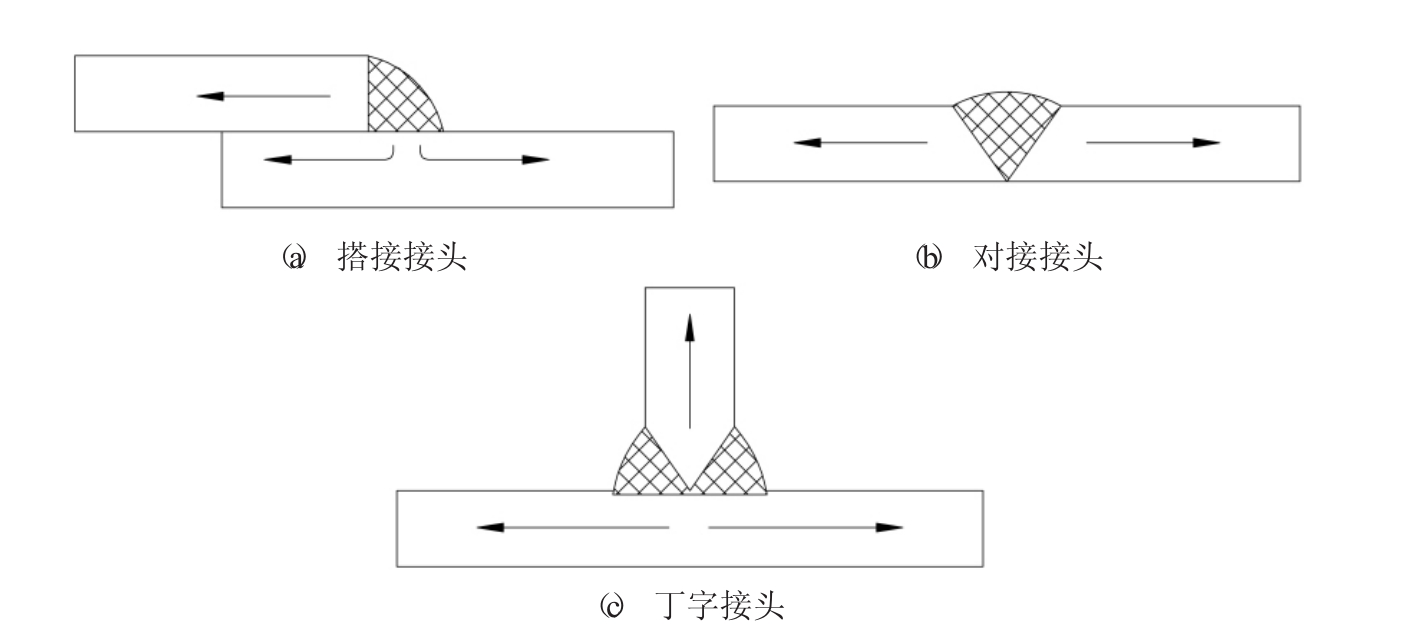
图1-4 焊接接头时散热的方向
三、焊接热循环的概念
焊接温度场是指焊接热源对材料加热时,某一瞬时材料上各点温度的分布情况,从焊接温度场可以了解到受热区域的大小,以及不同部位上达到的温度是不一样的。但是焊接时焊接热源是在移动的,因此对材料上某一固定点来说,该点受到的热作用是变化的。当热源的热还没有传导来时,该点的温度与周围温度相同,随着热的传来使温度升高,在热源移动过去后,温度又下降。因此对焊接热影响区内任一点来说,它在整个热源作用时间内,温度由低到高,再由高到低的整个变化过程称为这一点的热循环,如图1-5所示。
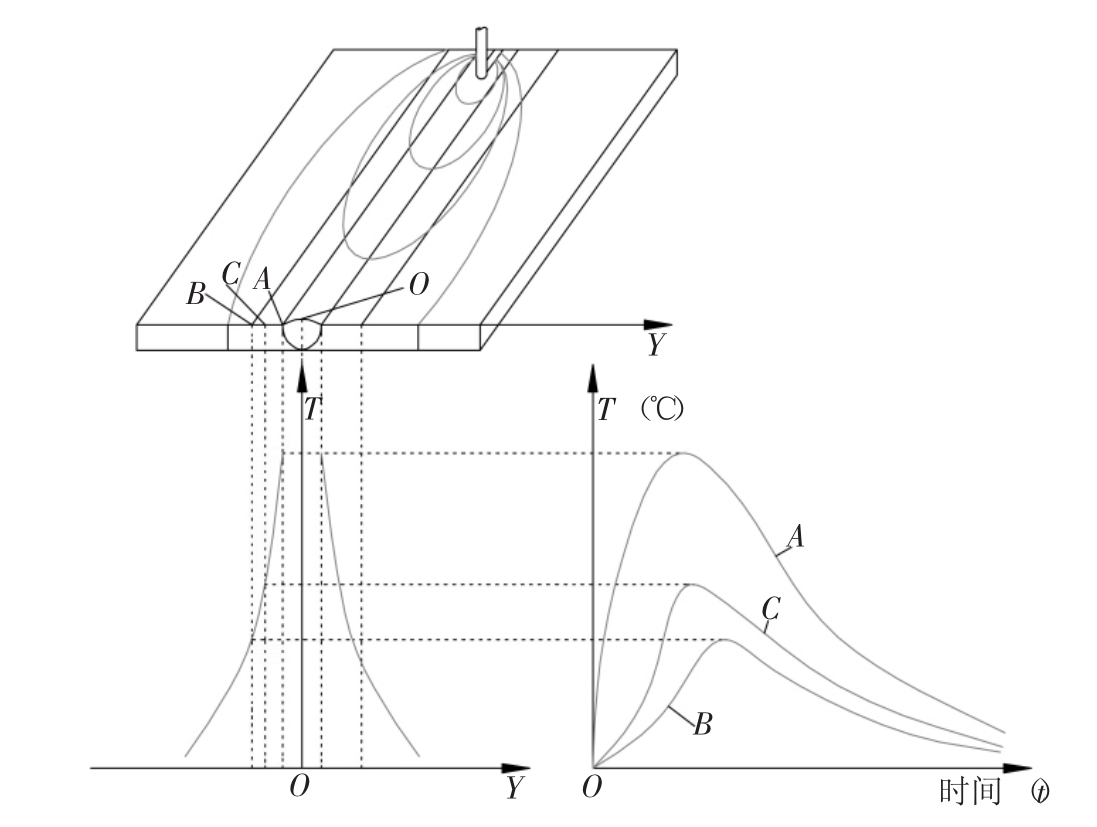
图1-5 焊接热循环曲线
热影响区内材料受到的热循环相当于受到一次“焊接热处理”,使材料的组织、性能发生变化。在一定的焊接工艺规范条件下,热循环曲线具有一定的形状,在不能获得满意的焊接接头性能时,就要用改变热循环曲线的形状来保证焊接接头的性能要求。在一般情况下,主要通过以下途径来调节热循环曲线。
(1)改变材料初始能量,即改变单位长度内加入到材料中的热量。
(2)改变材料初始温度(预热)。
(3)焊后加热或改变焊接层数。
下一篇:汾上惊秋①






