
第二节 刻面型宝石加工工艺流程
刻面型宝石加工工艺流程:
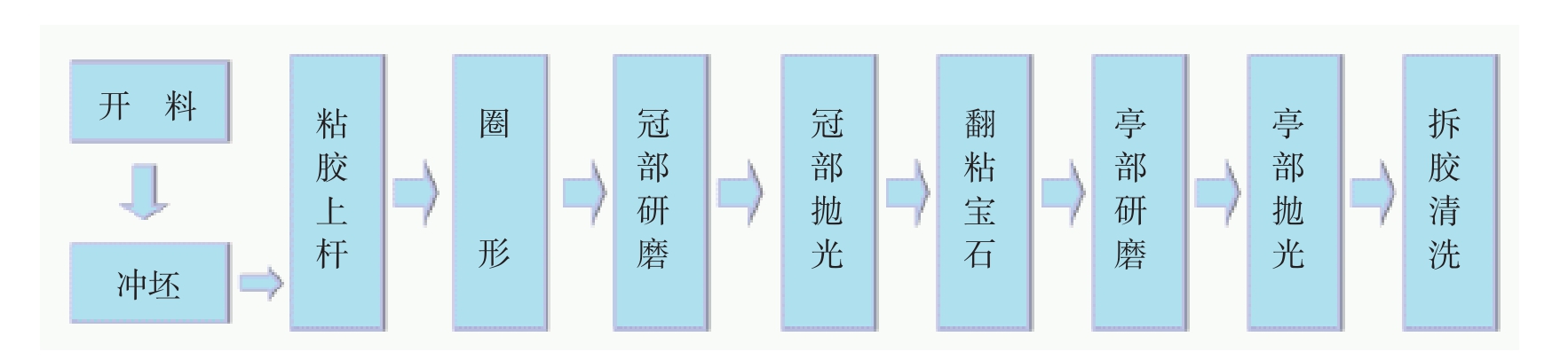
图3-5 刻面型宝石加工工艺流程
开料工序主要是对大料而言,对于小料,可以直接进入冲坯工序。
亭部的研磨和抛光方法与冠部相同,因而上述的十道工序可以归纳为七道主要工序,即开料→冲坯→粘胶→圈形→研磨→抛光→拆胶清洗。
一、开 料
1.劈裂法
(1)劈裂法的操作方式,如下图所示:
将原料放在切割机上,用锯片沿解理或裂隙方向轻轻锯开一个小缺口,这样原料大部分就会自动裂开。若没有裂开,可把原料再放在工作台(或桌面)边缘轻轻一磕,一般也会裂开。
(2)楔劈法的操作方式,如下图所示:
用高硬度材料如合成刚玉(Hm=9)的尖锐棱角,在需要劈裂的宝石原料表面沿解理或裂隙方向刻划一个槽形缺口,然后用劈楔刀刃放在缺口上,用小锤敲击刀背,使原料裂解开来。
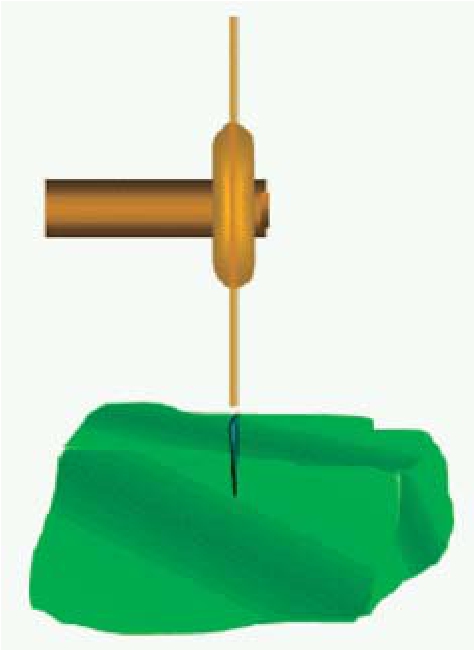
图3-6 锯劈法操作方式
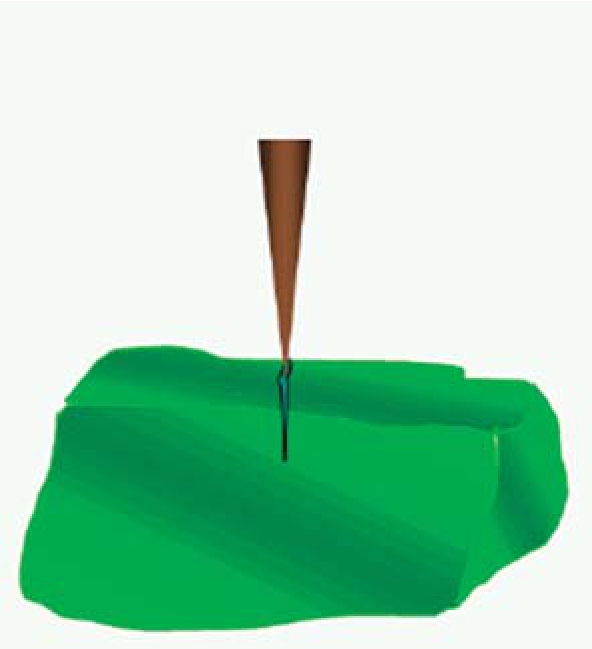
图3-7 楔劈法操作方式
2.锯切法
(1)大料的切割:
见图3-8。
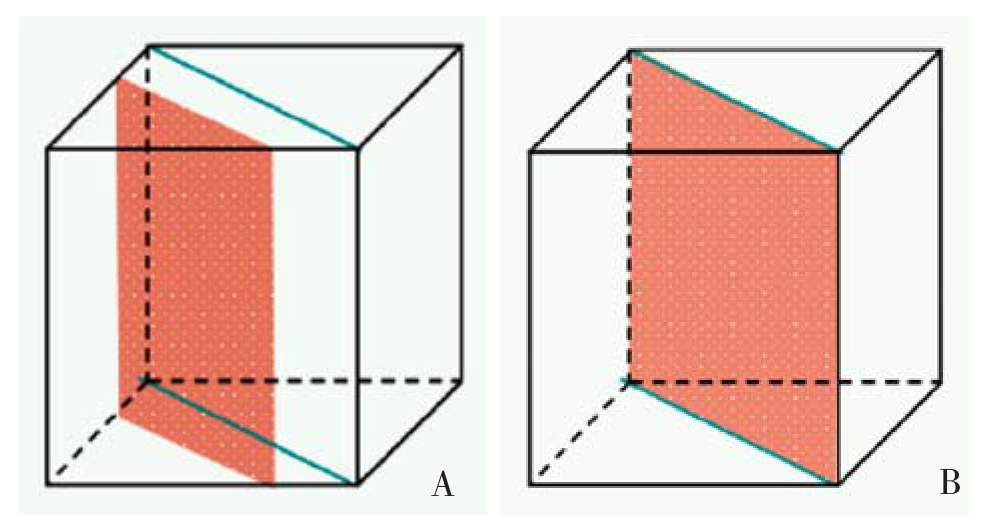
图3-8 大料的切割
(2)小料的切割。
见图3-9。
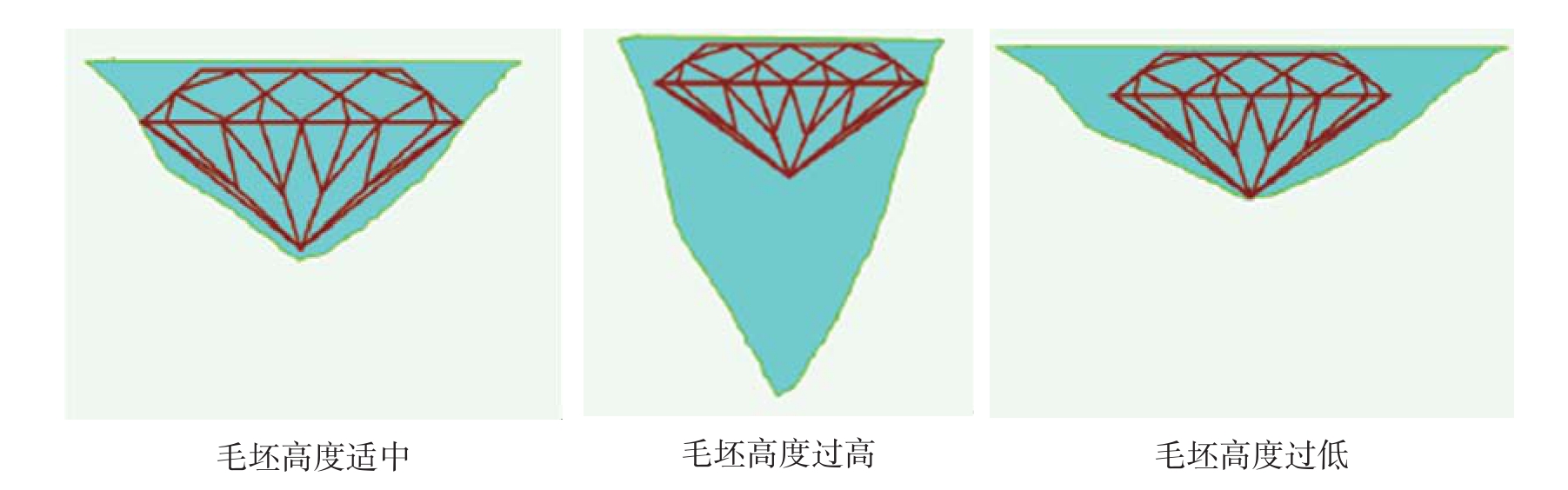
图3-9 小料的切割
二、冲 坯
锯切毛坯形状距设计琢型差得很远,要接近琢型之初形,需进行修整。毛坯修整分两步进行,先用修整锯修整边角,然后再用轮磨机冲磨出具初形的粗坯。
用修整锯进行修整,多用于硬度较大(8以上)的宝石毛坯,这样可以使后续工序节约工时;对于硬度中等的宝石毛坯,可以不用修整锯,而直接用砂轮冲磨倒棱就可以了。
用砂轮冲磨出粗坯的步骤:第一步磨削出一腰面,腰面宽稍大于毛坯高的1/3长,且腰面应垂直于顶面,腰面所在的部分为后面冠部基础;第二步冲磨毛坯底部,底部锯面与顶面所夹锐角应不小于50°;第三步冲磨出一顶部小斜面,其与顶面所夹锐角在50°以上,且要使腰面留出一定宽度,为后续工序留有一定加工余量。
把毛坯修整冲磨成粗坯过程中,应注意以下几点:
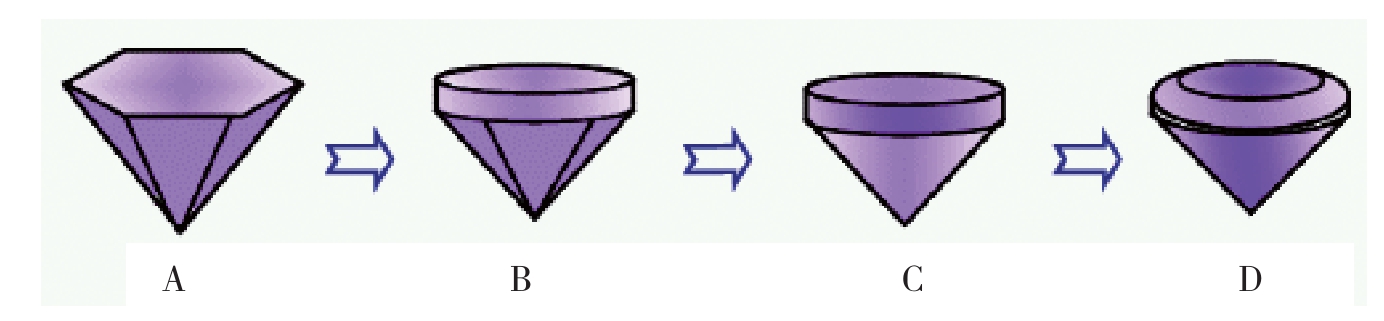
图3-10 冲坯
(1)修整冲磨时一般用手持进行,因此要拿捏稳,冲磨时要不断变换位置,磨削量不宜太大,要为后续工序留出足够的加工余量,通常这一余量在0.3~0.5mm之间,毛坯越大余量也越大;另外,若毛坯较小,手拿不便时,可以像凸面型宝石加工那样,先将毛坯粘在粘杆上,然后手持粘杆进行磨削,顶部冲磨完成后, 再把毛坯翻过来粘在粘杆上,冲磨底部;
(2)冲磨的每一步最好都分为两步进行,先用粗砂轮(80#~100#)倒棱,后用细砂轮(220#)冲磨;
(3)毛坯表层的裂纹和杂质要尽量冲磨掉,必要时,可以减少毛坯大小,这要进行权衡,若裂纹和杂质估计可以用后续工序除去的话,则可以留下,用后续工序除去;
(4)若毛坯顶面不平,可以用细砂轮侧面修平,这一工作应在冲磨前首先进行;
(5)为求腰面轮廊尽量对称,可以用模板在顶面画出与设计琢型的腰形轮廓一样的轮廓线,其比设计轮廓稍大。
三、粘胶上杆
刻面型宝石在研磨前,一般是先将粗坯底部粘结于粘杆上,也即先磨出宝石的冠部。当然,也可以粘结粗坯顶部,先磨宝石亭部,但这样做的很少。
上杆的具体步骤如下:
(1)将宝石粗坯表面和选用的粘杆(粘结端直径稍小于粗坯腰的直径)清洗干净并凉干;
(2)在粘接架某一支柱“V”形槽内固定一钉头粘杆,然后在酒精灯上加热准备粘接粗坯的粘杆,沾上一些碎片状黏结胶,使之熔化,同时,宝石粗坯也在酒精灯上均匀加热,加热后,立即将其底部与粘杆黏结,待稍冷却后,即插入黏结架另一支柱的“V”形槽内,并用手沿槽向对面钉头粘杆推动粘杆,使粗坯顶面与钉头粘杆的顶面完全接触;
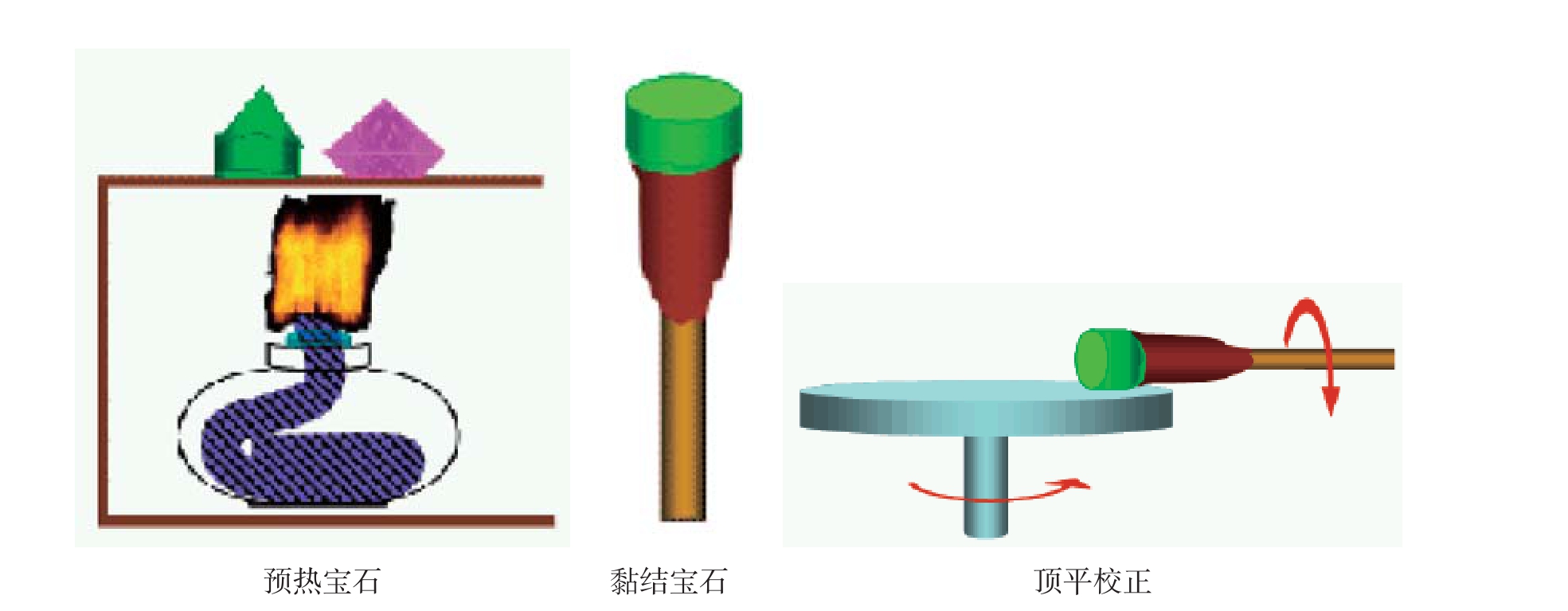
图3-11 宝石粘胶上杆
(3)与此同时,还需用手或小刀清除被挤出的多余的胶,使粘结部位不突出于粗坯之腰带上。
上杆的注意亊项:
①粘杆和宝石表面一定要彻底清洗干净,否则粘胶后易脱胶,影响后续工序正常进行;
②怕热或化学成分不稳定的宝石粗坯加热,最好不要直接放在灯焰上进行,而应用石棉网或其他耐火的薄片板置于灯焰上,宝石粗坯则放在石棉网上,这样既可使温度均匀,又可使温度升高不致太快;
③粗坯上粘杆后,经校正,其顶面与粘杆轴线垂直,同时,粗坯中心线应与粘杆轴线重合,这样才能保障加工出对称的宝石琢型;
④上粘杆完成后,让黏结胶在空气中自然冷却,不可放在冷水中冷却,否则会造成脱胶或粗坯碎裂情况发生。
四、圈 形
圈形就是圈磨出琢型的腰形。前一道工序所出粗坯的腰形虽然已基本呈现出设计的腰形,但精度不够,且腰面粗糙度较高,需要进一步加工。由于刻面型宝石成品的腰部很细很窄,圈形后,在后续工序中一般不再加工,故要求其形位公差尽可能小,表面粗糙度较低。
围形的方法有三种:
(1)凭经验手持粘杆在竖直转动砂轮上或金刚石磨盘上进行,具体操怍方法与凸面型宝石的圈形一样,这种方法主要适用于高档宝石或某些罕见宝石的圈形,其优点是能拫据毛坯形状,圈磨出不同形状、不同规格和曲率的腰形,如圆形、椭圆形、橄榄形、心形、梨形等。
(2)在一种称之为仿形架的夹具上完成的。仿形架的主要结构为一可以装带宝石粗坯的粘杆的夹头,连接夹头的芯轴,芯轴的另一端可以装配不同形状的模型块,如圆形、椭圆形、橄榄形、心形及圆三角形等。转动仿形架的芯轴,就可以使装在夹头的粘杆上粗坯在磨盘上圈磨出与模型块相同的形状。仿形架一般用于中、低档或人造宝石的大批量标准化生产,其优点是效率高、操作方便、精度高,但由于模型块限制了腰形的形状和曲率,因此,对于高档宝石和某些加工量少的罕见宝石显然不适用。
(3)使用后面将要介绍的研磨夹具(八角手和机械手)来圈磨三角形、四边形及各种多边形的腰形,这与前两种方法不同,前两种方法只能用于圈磨弧线形的腰形。
圈形所用磨具的粒度多采用180#~220#,有些还需用240#和W63~W40的磨盘细圈磨一下。
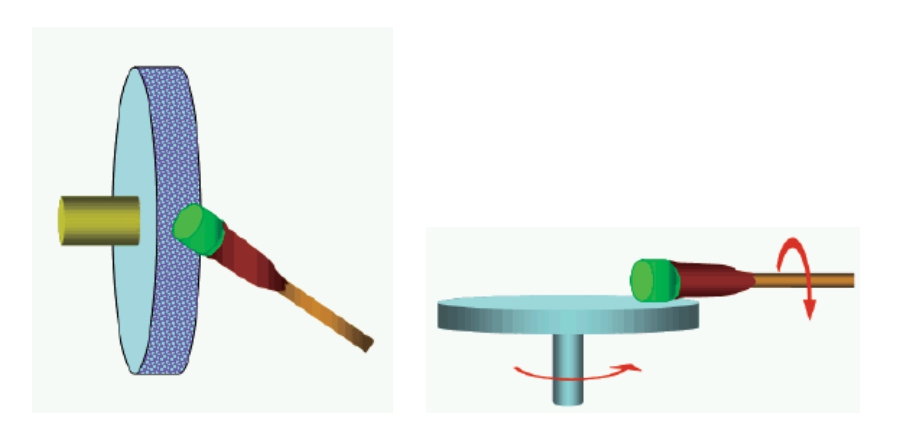
图3-12 手工圈形示意图
圈形操作中应注意以下几点:
①无论用哪种方法圈形,都要始终使粘杆平行于磨盘的盘面,这样才能使圈磨出的腰面垂直于顶面;
②手持粘杆圏形时,最好能事先用模板在粗坯顶面用细铅线画出所要圈磨的形状,然后再按线的轮廓圈磨;
③圈出的腰面平均宽度至少大于粗坯高度的1/3,但也不宜太大。
五、冠部研磨及抛光
冠部研磨要在刻磨机上完成。对此工序的要求是必须将宝石完全加工到设计的形状、尺寸和面角比例(以标准圆钻式为例)。
1.研磨冠部
(1)先用45°块把上了宝石粗坯的粘杆固定于夹具上,使台面朝下平行于磨盘,然后将台面磨平整(见图3-13);
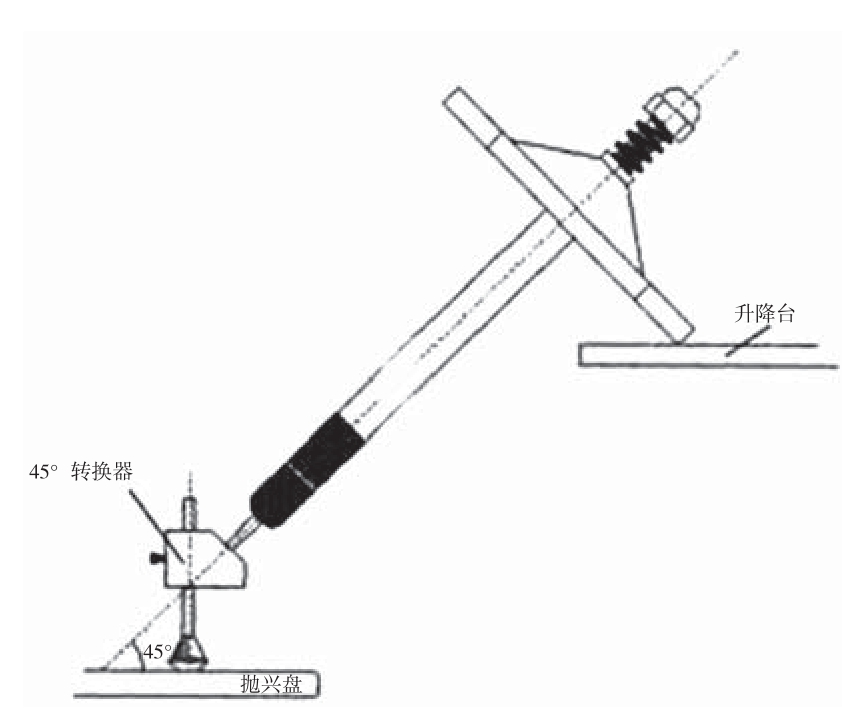
图3-13 利用450 转换器抛磨台面
(2)把粘杆直接上于夹具上,以冠部角角度42°切磨第一层8个主小面;
(3)再磨出8个星小面,角度为27°;
(4)研磨16个上腰小面,角度43°~45°。
至此冠部研磨完毕。研磨中应注意:
①研磨第一层8个面时,要使各小面大小一样,当台面直径达到腰直径的50%~60%时就算完成,具体多少要据加工客户要求和宝石材料性质而定;
②星小面加工完后,它们和台面应构成两个正方形,且星小面的高约为第一层面棱线长的一半左右,星小面太小或太大都不合适;
③研磨中动作要轻,宝石与磨盘接触时要轻,用力要适当,接触时间要短,并不断观察磨削进度;
④研磨时注意加冷却液,以免磨削温度过高而使宝石破裂。
2.冠部抛光
抛光时,将磨盘换下,装上拋光盘,然后涂上拋光剂,就可以进行抛光了。
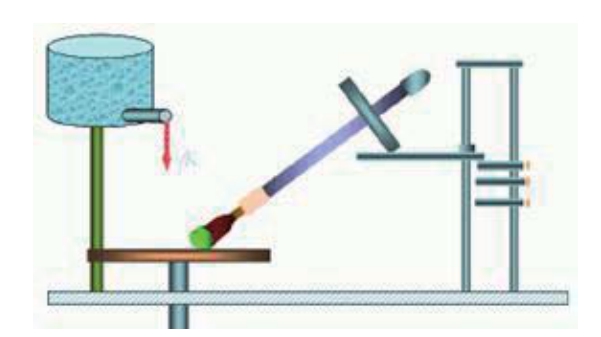
图3-14 用八角手加工刻面宝石的机械装置示意图
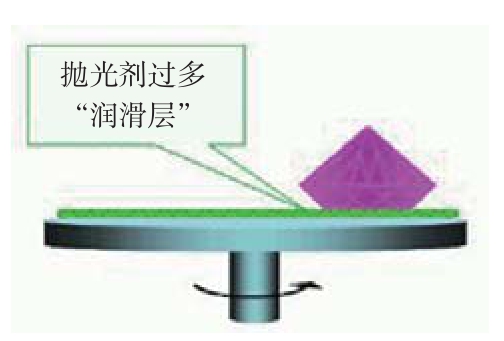
图3-15 抛光
拋光的步骤与研磨略有不同,首先拋光8个星小面,再抛光8个主小面,然后抛光16个上腰小面,即从台面向腰部方向依次抛光,最后才将台面抛光。抛光的操作方法基本与研磨相同,不过若操作恰当的话,抛光进度要比研磨的快得多。
抛光中应注意以下几点:
(1)尽管抛光过程中所磨去的余量极少,但若不注意控制,抛光时间过长,则可使某个面与其他面不对称,出现小面歪斜、三向邻面不相交于一点等错误;
(2)抛光盘面和抛光剂要保持干净,不能有较粗粒的磨粒残留,否则不仅达不到抛光的目的,反而使宝石表面留下擦痕;
(3)正常抛光过程中,宝石抛光面与抛光盘、抛光剂之间的摩擦所产生的声音轻微悦耳,若有刺耳的噪音产生,则应立即将宝石与抛光盘脱离,并检查产生噪音的原因;
(4)抛光剂的用量不能过多或过少。过多,会在抛光面与磨盘之间形成“润滑层”,减慢抛光速度;过少则达不到抛光效果。
六、亭部研磨及抛光
1.研磨亭部
冠部抛光完成后,就可以将坯料从粘杆上取下,掉转方向,将冠部粘结于一平头粘杆之上。
亭部琢磨除无台面外,基本与冠部相同,具体步骤如下:
(1)先以亭角琢磨出8个亭主小面;
(2)再磨出16个下腰小面,下腰小面的棱长大约是亭主小面棱长的1/3。
亭部研磨最易发生的问题有两个:
①亭主小面如何与冠主小面对准,若在换粘杆时凭眼观察对准,则出错较多。通常是在某一刻度上将制滑器的位置记住,换杆后通过试磨来确认是否对准。
②换粘杆后,宝石轴线轻微倾斜,这种情况目前只能用手在使粘胶受热软化时作调整,要避免发生此种情况,在换粘杆时尽量使宝石轴线与粘杆轴线重合,并使台面垂直于轴线。
2.亭部抛光
亭部抛光与冠部抛光一样,从底角向腰部方向依次进行,即先抛光8个主小面,然后抛光16个下腰小面。
亭部抛光完成后,就可以拆胶、清洗宝石了。至此,一粒宝石就加工完毕。
上一篇:职工工会经费扣除比例
下一篇:项目进度更新






