
8.2.3 板材拼装与焊接工艺
拼板是部件装配的第一道工序。船体以及上层建筑的各层甲板、平台、纵横舱壁、围壁、内底板和平直的外板等大面积平板,均可以预先拼板。拼板零件按其尺度和形状可以分为两类:
1)大型长方形零件
如船体平行中体部分的甲板、外板和底板零件,双层底和纵隔壁上的中部直线零件,这类零件的纵向边缘都是经过刨边机刨削或经高精度门式切割机切割坡口,并采用自动焊接,成为大张平板(俗称大拼板)。目前有些船厂建立了机械化平面分段流水生产线,其中拼板就是在第一工位上进行的。
2)具有部分曲线边缘的平板零件
如肋板、横隔壁和甲板的边缘板,艏艉部分的板架零件等,其曲线边缘必须采用数控切割机和半自动切割机切割成形,直线边缘则由刨边机刨削成形。经过拼装、自动焊接或手焊成形后,按工艺流程进入部装或分段安装区。
拼板作业一般是在车间内进行的,它的基本设施是装焊平台和焊接设备,按照物流的方式。平直的板材以分段为单位,首先进入拼板工序,拼板焊接后的板列质量对部装和分段安装的工作效率和完工精度密切相关。
8.2.3.1 板材拼焊工艺流程
板列部件的拼装,一般是按照拼板图(见图8.2-4)进行的,图中拼板结构的外形轮廓尺寸,每块钢板的钢号、厚度和长宽尺寸、余量加放的位置和数值,板材的零件号以及刨边、坡口形式、肋骨号,艏艉方向等都须一一标注出来,供拼装施工时作为依据。
图8.2-4 拼板图
其工艺流程:熟悉拼板图→清场、铺板→清除接缝边缘铁锈和油污→拼板定位并定位焊→焊接→矫正→划线和标记→切割余量→翻身吊运或滚道输送。
8.2.3.2 板材拼焊要领
1)大型拼板的拼焊要领
(1)单一焊缝板的拼焊(见图8.2-5)。先将板材的基准端对齐(先切割余量的定位端),若板件上设有定位用的基准线,则应该按其基准线对齐,再根据不同的焊接方法和工艺要求,确定板缝的间隙,然后进行定位焊。
(2)纵横焊缝的拼焊(见图8.2-6)。先进行横向焊缝的板装配焊接(双面,注意焊缝的直线度,且焊缝两侧放引熄弧板),焊毕再拼装、焊接纵向焊缝(必须在两端设引熄弧板)。
(3)大面积十字接头板缝的拼焊(见图8.2-7)。一般均采用按纵缝先将板件拼装成板组,再将板组用横向拼缝拼装成整块大板的拼装步骤进行。为了减少横缝的批割工作量,在拼装时应尽量将端缝对齐。
图8.2-5 单一焊缝板的拼焊图
图8.2-6 纵横焊缝的拼焊图
图8.2-7 大面积十字接头板缝的拼焊图
2)拼板焊接要领
(1)采用自动焊时,因起弧点与熄弧点处的焊接质量较差,为了消除这种缺陷,在板材拼装平齐定位焊后,可在板缝的两端设置引弧板和熄弧板。
(2)拼装以后的板列,进行自动焊前,应该将焊机对准焊接拼缝,预先行走一次,用机头指针检查焊缝中心线和焊机行走轨迹是否重合,确认正确后施焊。
(3)装焊翻身吊马后将板列翻身,反面板缝碳刨扣槽、磨光后封底焊。
若拼板采用单面焊双面成形工艺时,板列可不再翻身。由于焊缝施焊的终止端容易产生焊接缺陷,因此,必须碳刨扣槽后手工补焊。
(4)拼板焊接变形矫正:
—由于双面自动焊的上下面收缩力不平衡引起的角变形,可以采用火工校正方法消除。
—由于焊缝纵向收缩时造成的焊缝端部板边上挠和角变形,一般也采用火工校平。
—经过多张板的拼接后,大拼板整体产生挠曲,可以局部火工校平,但对较薄的板,变形量大,很难用火工校平,必须用矫平机校平。
3)拼板划线要领
板列经过拼焊以后,在进入部装或分段安装工位以前必须进行划线和标注各种施工符号,作为构架装配和边缘切割的依据。
(1)划线作业工艺流程:
阅读划线图→划基准角尺线→划构架安装线和切割线→标注符号→边缘切割→批刨焊缝增强量。
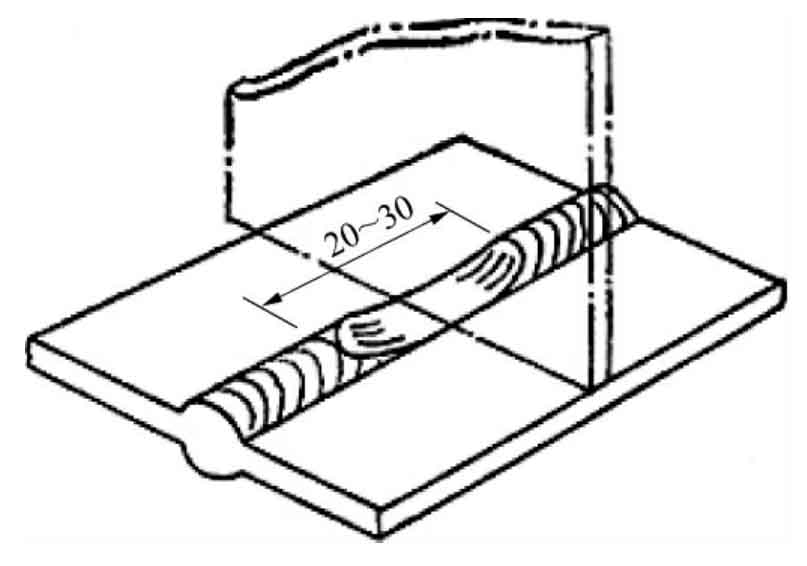
图8.2-8 增强量铲平示意图
(2)划线作业要领:
—现代造船对线型平直的分段实施精度造船。拼板完工后,放一定的焊接补偿量而不留余量,以减少分段和船台(坞)安装时的切割作业量。
—划线后,用对角线检查其误差,一般应控制在±2mm。
—经过划线后,已能显示出构架安装位置和焊缝增强量的交错位置。为了保证构架安装时与板件的装配间隙小于2mm,必须用批刨工具铲平焊缝增强量。如图8.2-8所示。
4)板列的翻身和吊运
当板列需进行反面封底焊时,必须整体进行翻身。
常用的翻身方法是装焊吊环,一般以装在板列的纵向端较好,吊环的连接形式有搭接和加垫板对接。当板列的宽度大于10m时,为了翻身的安全,可采用专用吊排和多头夹具吊排翻身。
在机械化程度很高的船厂,可以在流水生产线上采用专用的机械装置翻身。
上一篇:汽车的分类






