
4.3.2 手工电弧焊方法
1.基本原理
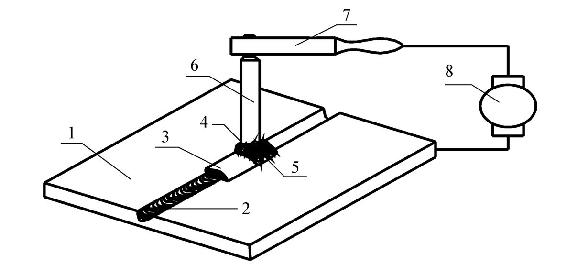
1—焊件 2—焊缝 3—焊渣 4—电弧 5—熔池 6—焊条 7—焊钳 8—电焊机
图4-9 手工电弧焊过程
手工弧电焊的焊接过程如图4-9所示。焊接前,工件和焊钳通过导线分别与电焊机上的两极相连接,用焊钳夹持焊条。焊接时,先将焊条与工件瞬时接触,造成短路,强大的短路电流流经少数几个接触点,这些接触点的电流密度极大,使其温度急剧升高并熔化。当焊条迅速提起,并与工件保持一定距离时,在焊条与焊件间的电场作用下,高温金属从负极表面发射电子,并撞击空气中的分子和原子,使空气电离成正离子和负离子,电子、负离子流向正极,正离子流向负极。这些带电质点的定向运动在焊条与工件之间便产生了电弧。电弧热将工件接头部位和焊条熔化,形成一个熔池,随着焊条沿焊接方向向前移动,新的熔池不断产生,原先的熔池则不断地冷却、凝固形成焊缝,从而使分离的工件连成整体。
2.操作方法
(1)引弧
手工电弧焊的操作方法主要有引弧、起头、运条、收尾及连接等。
引弧的方法有擦划法、直击法两种。引弧时,如果发生焊条粘住焊件,此时不要慌乱,只要将焊条摆动几下,就可脱离焊件。如果焊条还不能脱离焊件,就应该立即使焊钳脱离焊条,待焊条冷却后,用手将焊条扳下。
(2)起头
焊缝的起头就是指刚开始焊接的部分,在一般情况下这部分焊缝会略高些,这是因为焊件在未焊之前温度较低,而引弧后又不能迅速使这部分金属温度升高,所以起点部分的熔深较浅,使焊缝的强度减弱。为了减少这种现象的产生,应该在引弧后先将电弧稍微拉长,对焊缝端头进行必要的预热,然后适当缩短电弧长度进行正常的焊接。
(3)运条方法
当电弧引燃后,焊条要有三个基本方向的运动才能使焊缝良好成形。这三个方向的运动是:朝着熔池方向逐渐送进,作横向摆动,沿着焊接方向逐渐移动。焊条朝着熔池方向作逐渐送进,主要是用来维持所要求的电弧长度,电弧的长短对焊缝质量有极大的影响。焊条沿着焊接方向逐渐移动,焊条的这个移动速度,对焊缝的质量有很大影响。移动速度太快,则电弧来不及熔化足够的焊条和焊件金属,造成焊缝断面太小和未焊透等缺陷。如果速度太慢,则熔化金属堆积过多,加大了焊缝的断面,降低了焊缝强度。此外还由于金属加热温度过高,使焊缝金属组织发生变化,在焊较薄的焊件时易造成烧穿现象。所以焊条沿着焊接方向移动的速度,应根据电流大小、焊条直径、焊件厚度、装配间隙以及焊缝位置来适当掌握。焊条的横向摆动对焊缝成形和焊接质量有直接影响,其作用有:1)获得一定宽度的焊缝;2)确保焊缝成形良好;3)对熔池具有一定的搅拌作用,有利于气体和熔渣的排出;4)合理地调整热量分布,控制熔化状态,能避免一些焊接缺陷的产生。
(4)收尾
焊缝的收尾就是在一条焊缝焊完时,应把收尾处的弧坑填满,如果收尾时立即拉断电弧,则会形成低于焊件表面的弧坑。过深的弧坑使焊缝收尾处强度减弱,并容易造成应力集中而产生裂缝。因此,在焊缝收尾时不允许有弧坑存在。焊缝的收尾动作不仅是熄弧,还要填满弧坑,一般收尾动作有划圈收尾法、反复断弧收尾法、回焊收尾法等几种。
(5)焊缝的连接
手工电弧焊时,由于受焊条长度的限制,不可能一根焊条完成一条焊缝,因而出现了焊缝前后两段的连接问题。如何使后焊的焊缝和先焊的焊缝均匀连接,避免产生接头过高、脱节和宽窄不一致的缺陷,这就要求焊工在前后衔接时选择恰当的连接方式。因为焊缝接头的好坏不仅影响焊缝的外观,而且对整个焊缝的质量影响也较大。
3.焊接规范
手工电弧焊焊接规范通常包括焊条牌号、焊条直径、电源种类与极性、焊接电流、电弧电压、焊接速度和焊接层数等。而主要的规范参数是指焊条直径和焊接电流,至于电弧电压和焊接速度,在手工电弧焊焊接时,依赖于焊工根据具体情况灵活掌握。
焊条牌号以及电源种类与极性的选用需考虑以下几方面:1)焊件的机械性能和化学成分;2)焊件的工作条件和使用性能;3)焊件结构、焊接工地、现场设备情况。
焊条直径大小的选择与下列因素有关:焊件的厚度、焊缝位置、焊接层数。
通常情况下焊条直径选择见表4-4。
表4-4 焊条直径的选择

焊接电流的大小主要由焊条直径决定。焊条直径越大,熔化焊条所需要的电弧热能也越大,电流强度也相应要大。焊接电流的大小还与焊缝的位置有关,平焊缝电流可大一些,其他焊缝为防止熔化金属从熔池中流出,电流相应小一些。各种直径电焊条使用电流见表4-5。
表4-5 各种直径电焊条使用电流

【实习操作】 用4~6mm厚、200mm×30mm的钢板,焊一条对接平焊缝,要求正确选择焊条直径、焊接电流,独立完成。






