
3.3.2 数控编程的代码
1.穿孔带及代码
穿孔纸带是一种载有数控机床加工所用全部信息的控制介质。以前国内外广泛使用8单位穿孔纸带,其标准尺寸如图3-2所示。根据孔道上孔的有无和不同组合,可表示各种不同的加工信息,ISO及EIA标准代码如表3-1所示。表中,信息代码可分为三类:数字0~9、英文字母A~Z以及其他符号字符。代码的具体含义及用法稍后介绍。由图3-2所示及表3-1所示可知,纸带每一行共有9个孔位,其中一个小孔称为“同步孔”,用来产生读带的同步信号,其余8个大孔称为“信号孔”,用来记录数字字母或符号信息。有孔表示二进制的“1”,无孔表示二进制的“0”,ISO标准中,代码由7位二进制数及1位偶校验位组成,其第8位为补偶孔,使孔总数为偶数。数控系统的输入部分有专门的奇偶校验电路,发现奇偶错误就会报警并停机。
现代数控机床对纸带的使用已逐渐减少。
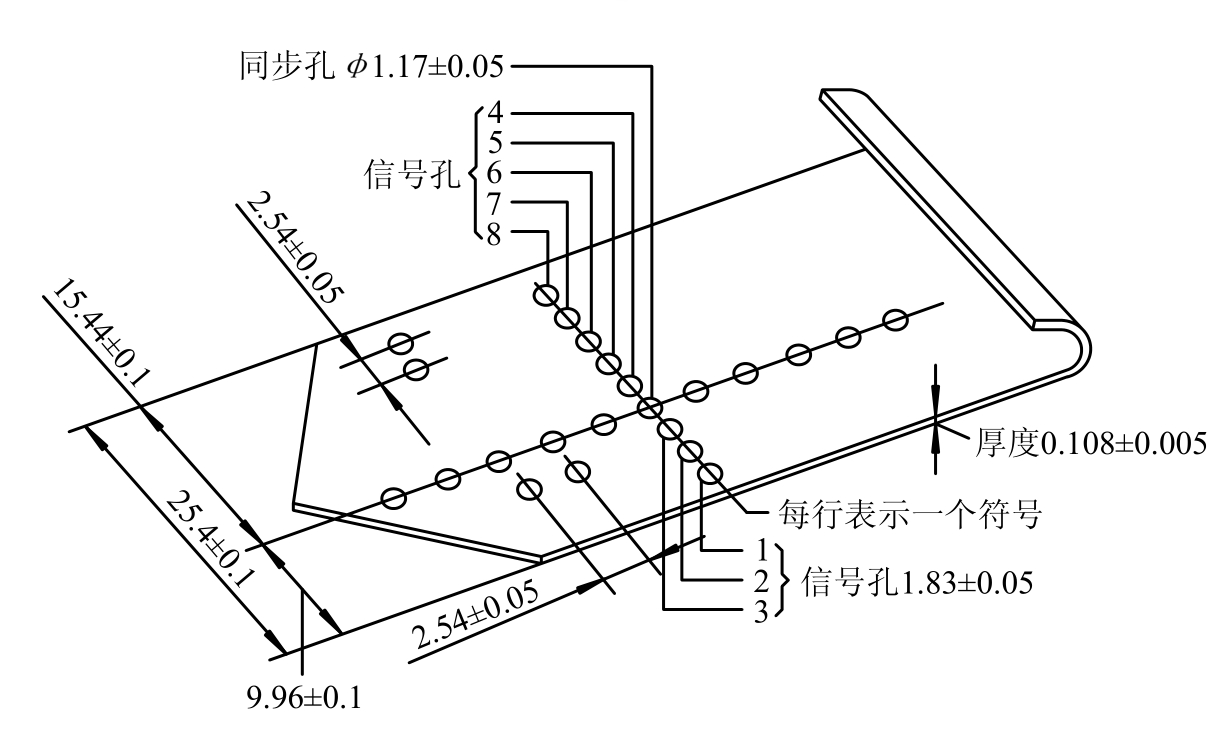
图3-2 标准穿孔纸带尺寸规格
2.程序段中的指令字
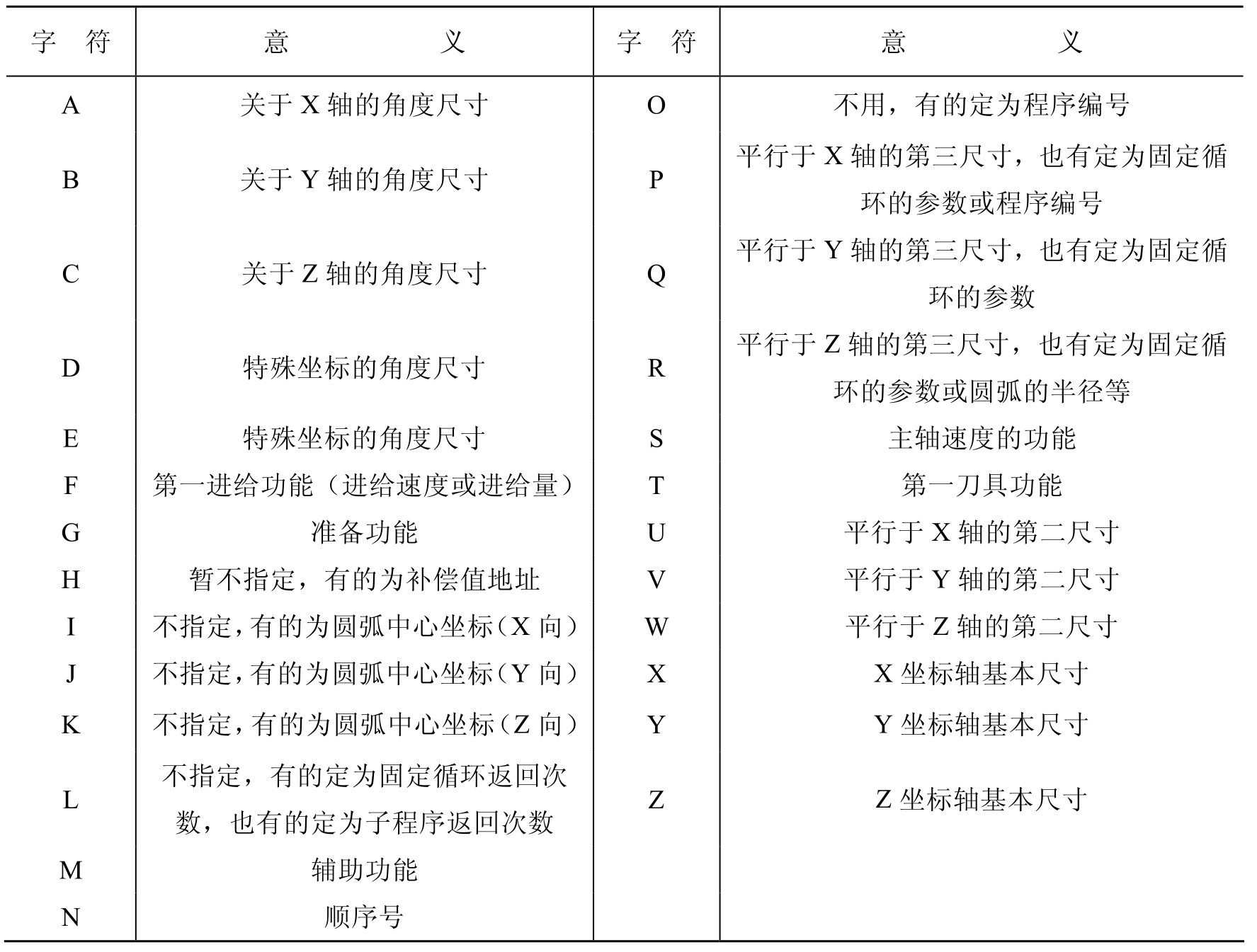
一个程序段由多个字组成,这些字可分为顺序号字、准备功能字、尺寸字、进给功能字、主轴功能字、刀具功能字、辅助功能字和程序段结束字组成。每个字都由称为地址码的英文字母开头,ISO标准规定的各地址码含义如表3-2所示。程序段中各类字的意义如下:
(1)程序段顺序号字
由地址码N及后续2~4位数字组成,用于对各程序段编号。编号的顺序也就是各程序段的执行顺序。
(2)准备功能字
准备功能字由地址码G及其后续2位数字组成,从G00~G99共100种。G功能的主要作用是指定数控机床的运动方式,为数控系统的插补运算等做好准备。所以它一般都位于程序段中尺寸字的前面而紧跟在程序段序号字之后。如表3-3所示是ISO标准及我国JB3208-83标准规定的G代码功能表,其中一部分代码未规定其含义,等待将来修订标准时再指定。另一部分“永不指定”的代码,即便将来修订标准时也不再指定其含义,而由机床设计者自行规定其含义。G代码有两种:一种是模态代码,一经运用,它就一直有效,直到出现同组的其他G代码时才被取代;另一种是非模态代码,它只在出现的程序段中有效。表中凡小写字母相同的代码为同组的模态G代码,不同组的G代码,在同一程序段中可以指定多个。G代码功能的具体应用将在后面重点介绍。
(3)尺寸字
尺寸字也称坐标字,用于给定各坐标轴位移的方向和数值。它由各坐标轴地址码及正、负号和其后的数值组成。尺寸字安排在G功能字之后。尺寸字的地址对直线进给运动为:X、Y、Z、U、V、W、P、Q、R;对于绕轴回转运动为:A、B、C、D、E。此外还有插补参数字(地址码):I、J和K等。尺寸字的单位对直线位移多为毫米,也有用脉冲当量的。回转运动则用弧度或“转”。具体视选用的数控系统而定。
表3-1 ISO和EIA穿孔带代码
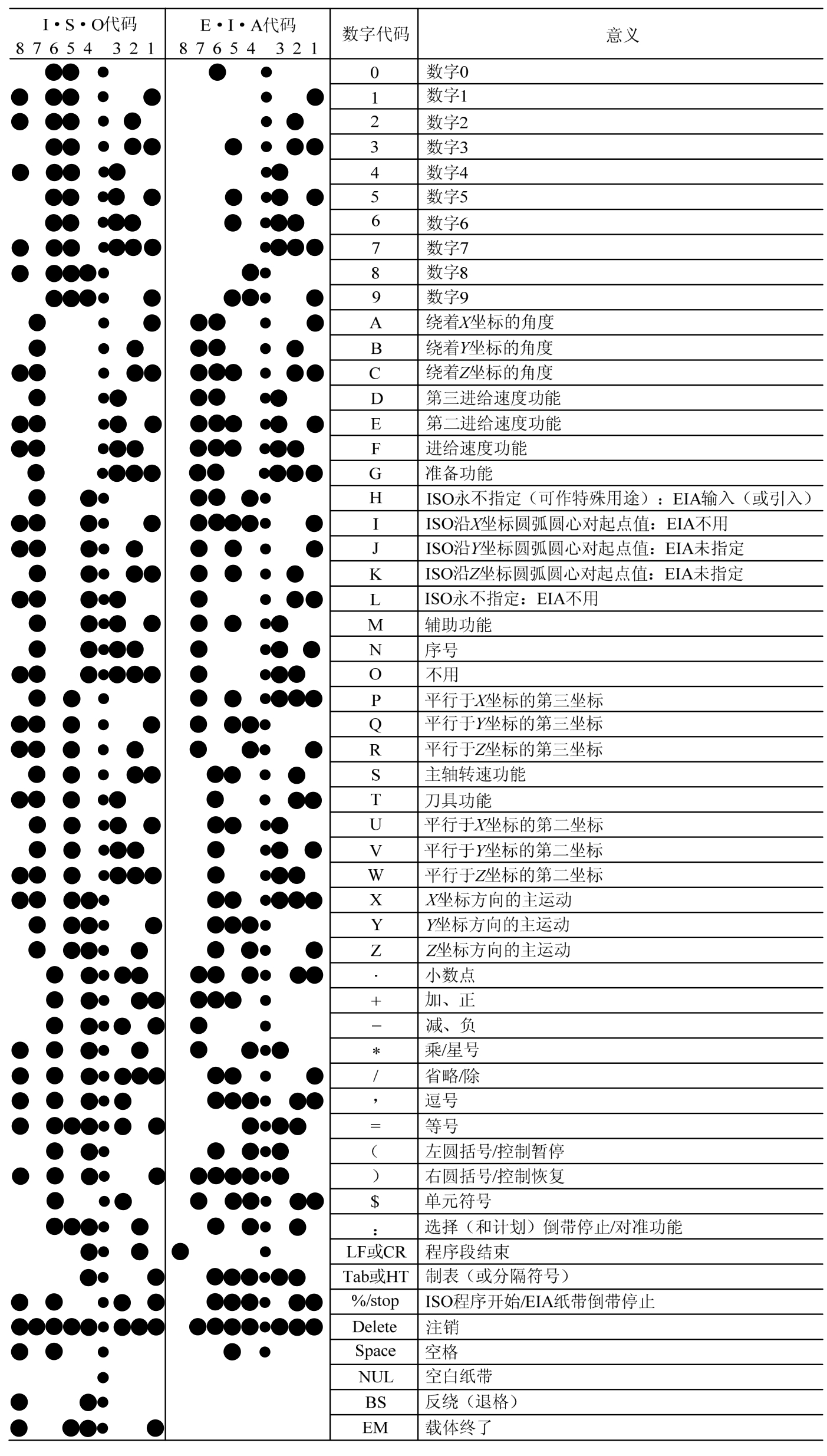
表3-2 地址字符表
(4)进给功能字
进给功能也称F功能,由地址码F及其后续的数值组成,用于指定刀具的给速度。进给功能字应写在相应轴尺寸字之后,对于几个轴合成运动的进给功能字,应写在最后一个尺寸字之后。
进给速度的指定方法有直接法和代码法两种。
直接指定法是用F后面的数值直接指定进给速度,一般单位为mm/min,切削螺蚊时用mm/r,在英制单位中用英寸表示。例如 F500表示进给速度为500mm/min。目前的数控系统大多数采用直接指定法。
用代码法指定进给速度时,F后面的数值表示进给速度代码,代码按一定规律与进给速度对应。常用的有1、2、3、4、5位代码法及进给速率数(FRN)法等。例如2位代码法,即规定0~99相对应的100种进给速度,编程时只指定代码值,通过查表或计算可得出实际进给速度值。
(5)主轴转速功能字
也称S 功能,由地址码S及后续的若干位数字组成,用于指定机床主轴转速。单位为r/min。具体也有直接指定法和代码法两种。
例如用直接指定法时,S1500表示主轴转速为1 500r/min。用一位代码法(经济型数控机床常用)时,S3表示机床第3级转速,具体转速值在机床说明书中规定。
表3-3 准备功能G代码

续表

注:1.*号表示功能仅在所出现的程序段内有用;
2.#号表示如选作特殊用途,必须在程序格式说明中说明。
(6)刀具功能字
刀具功能也称T功能,由地址码T及后续的若干位数字组成,用于更换刀具时指定刀具或显示待换刀号,如T02表示2号刀。有的也能指定刀具位置补偿,例如T0203,02为刀具号(选择2号刀具),03为刀具补偿值组号(调用第3号刀具补偿值)。刀具补偿用于对换刀、刀具磨损、编程等产生的误差进行补偿。
(7)辅助功能字
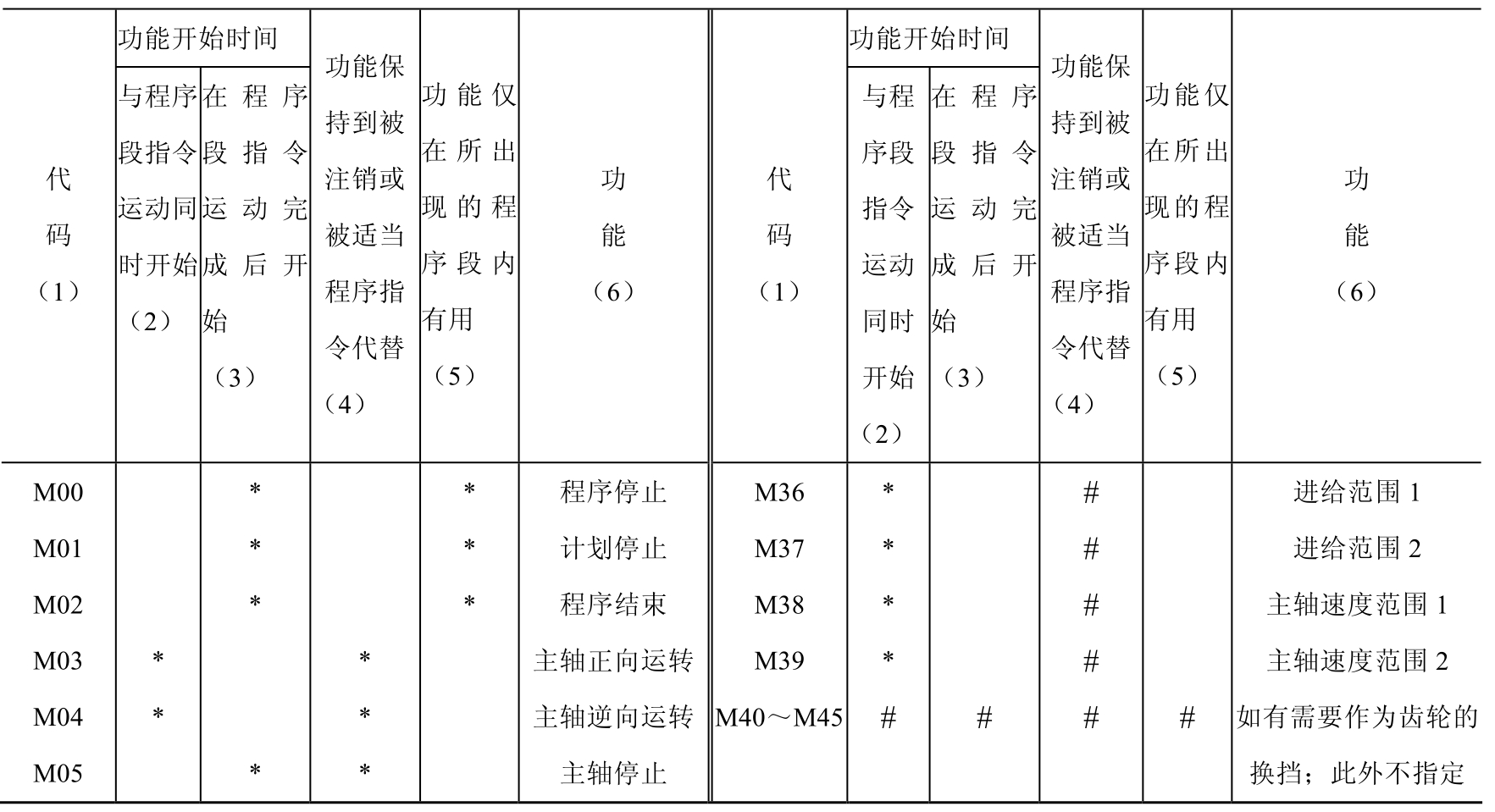
辅助功能也称M功能,由地址码M及后续两位数字组成,从M00~M99共100钟。它是控制机床各种开-关功能的指令。如表3-4所示是ISO标准及我国JB3028-83标准规定的M代码 定义。
常用M代码的用法详见后述。
(8)第二辅助功能字
第二辅助功能又称B功能,它是用来指令工作台进行分度的。B功能是用地址字B及其后面的二位或三位数字来表示,如:B60、B180、B270等。
表3-4 辅助功能M代码
续表
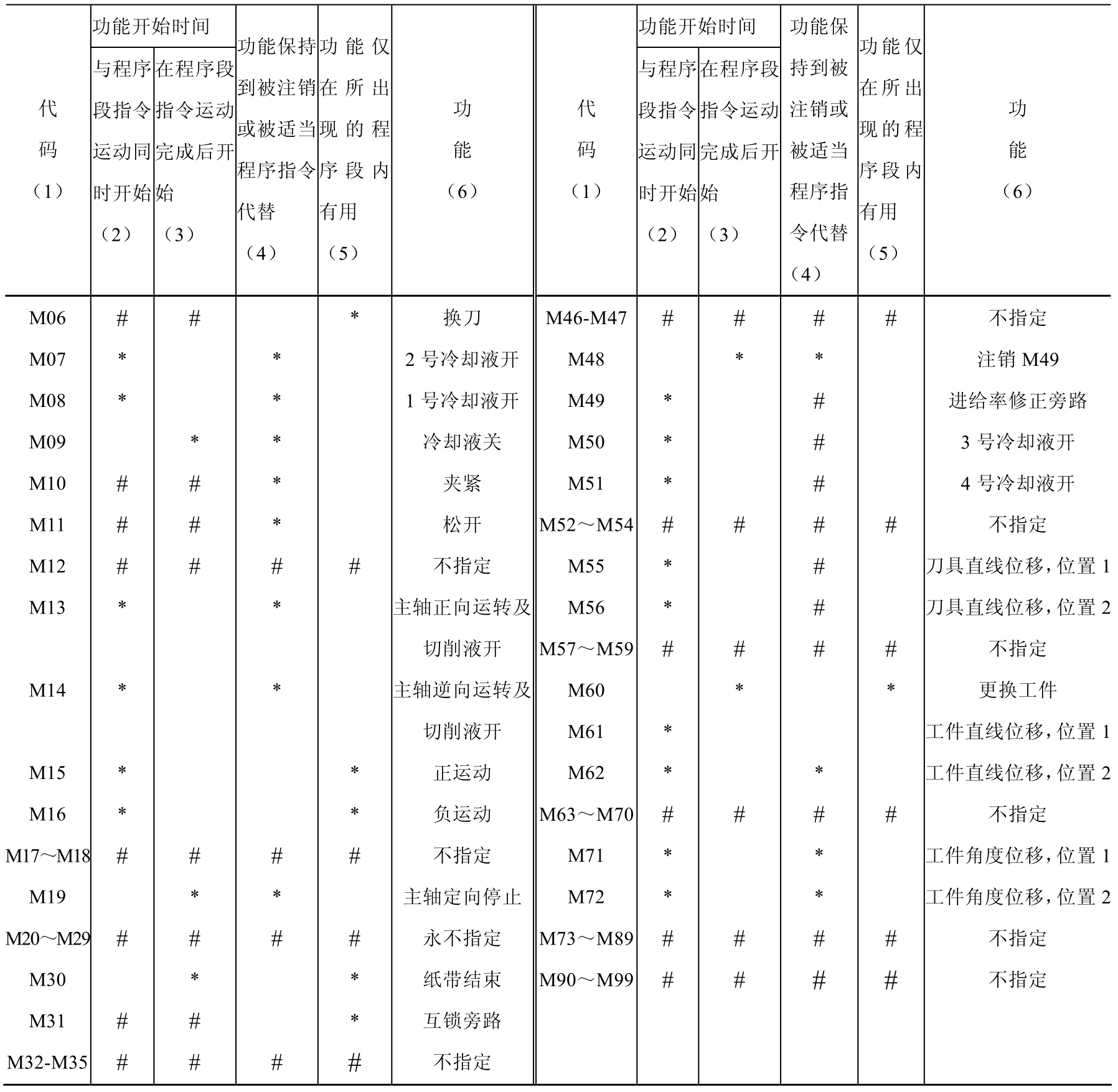
注 1.#号表示:如选作特殊用途,必须在程序说明中说明;
2.*号表示:属本栏所指;
3.M90-M99可指定为特殊用途。
上一篇:思维的基本分类
下一篇:在中国领土的上日俄战争爆发之谜






