
8.5.2 攻丝和套丝
1.攻丝
攻丝是利用丝锥在已加工好的孔中加工出内螺纹的方法。
(1)丝锥是用来加工内螺纹的刀具,如图8-40所示。
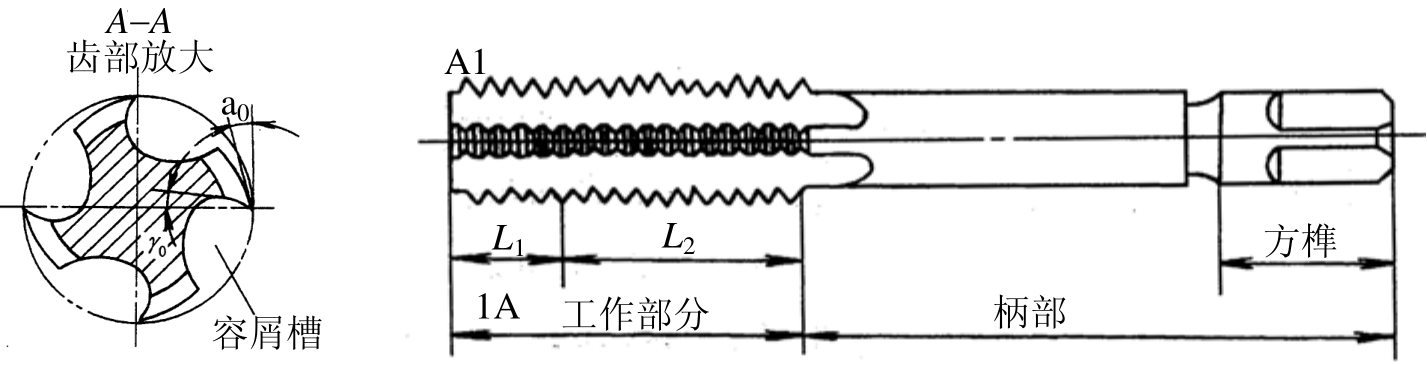
图8-40 丝锥
(2)绞手是用来夹持丝锥的工具,如图8-41所示。
(3)攻丝底孔直径的确定。
用丝锥攻螺纹时,每个切削刃一方面在切削金属,一方面也在挤压金属,因而会产生金属凸起并向牙尖流动的现象。若钻孔直径与螺纹小径相同时,被丝锥挤出的金属会卡住丝锥甚至将其折断;若底孔钻得太大,又会使螺纹的牙形高度不够,降低强度。所以确定底孔直径的大小要根据工件的材料性质,螺纹直径的大小来考虑,其方法用下列经验公式得出。
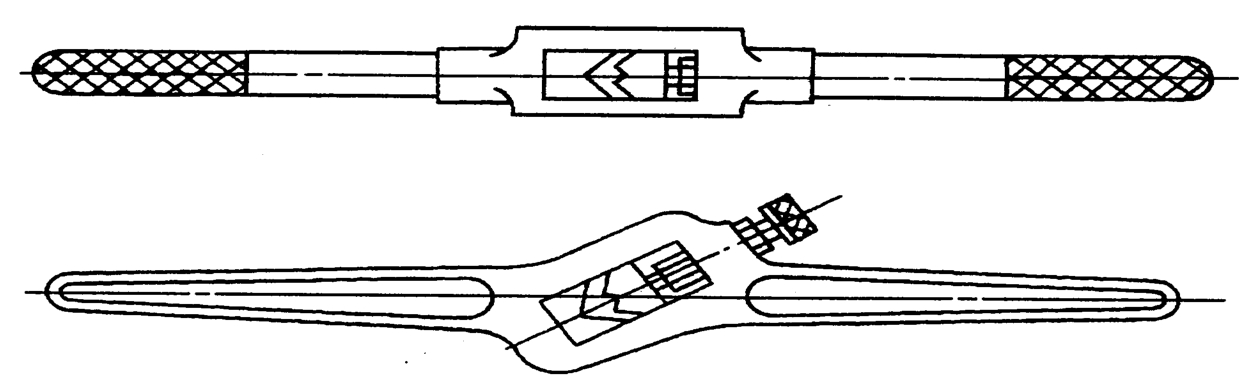
图8-41 活络式丝锥绞手扛
①脆性材料D底=d−1.05p
②韧性材料d底=d−P
式中:D底——底孔直径mm;
d——螺纹大径mm;
P——螺距mm。
(4)攻丝方法。
用头锥起攻,一手按住绞手中部沿轴线用力加压,另一手配合作顺向旋进;或两手握住绞手两端均匀施加压力,并将丝锥顺向旋进,保证丝锥中心线与孔中心线重合,不歪斜。在丝锥攻入1~2圈后,应及时在前后、左右两个方向用角尺检查,如图8-42所示。
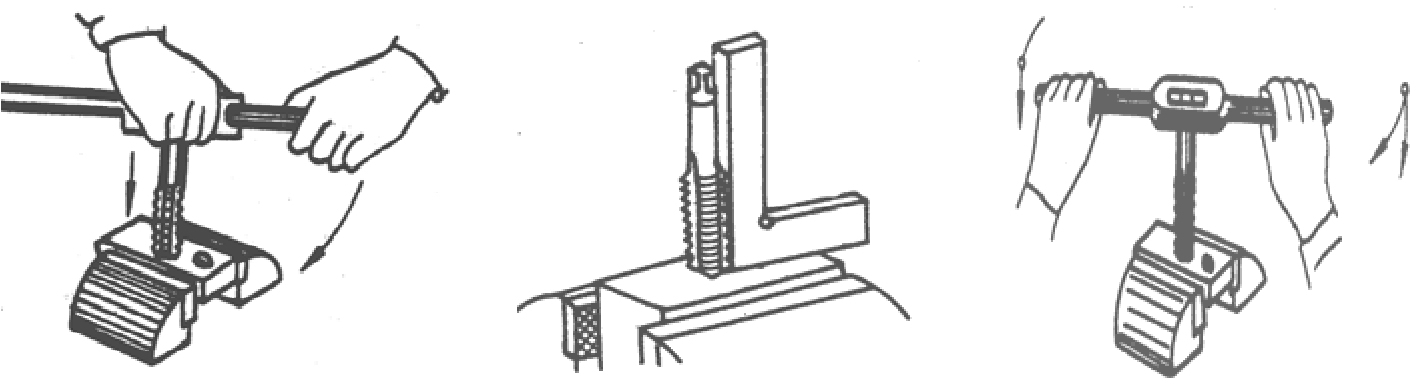
图8-42 攻螺纹
当丝锥的切削部分全部进入工件时,就不需施加压力,而靠丝锥自然旋进切削。此时用力要均匀,并经常倒转4/1~1/2圈,使切削碎断后易排除。攻丝时,必须以头锥、二锥、三锥顺序攻削至标准尺寸。攻钢件时要用机油,铸铁件要加煤油。
2.套丝
用板牙在圆杆上切削出外螺纹的方法称为套丝。
(1)板牙是加工外螺纹的工具。常用的板牙,如图8-43所示。
(2)绞手(板牙架)如图8-44所示。
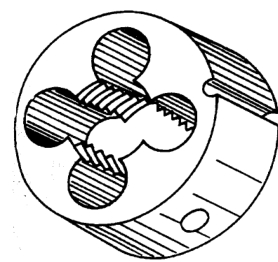
图8-43 外螺纹板牙
图8-44 板牙绞手杠
(3)套丝方法
①套丝时工件圆杆端部要倒角,套丝过程中也有挤压作用。因此圆杆直径要小于螺纹大径。起套时,为使板牙易切入工件并作正确的引导,圆杆端部要倒角——倒成锥半角为15°~20°的锥体。由下列经验计算式确定:
d杆=d−0.13*p
式中:d杆——圆杆直径
d——螺纹大径
p——螺距
②套丝时切削扭矩较大,且工件都为圆杆,一般要用V形夹块或厚铜衬垫,保证加紧可靠。
③起套方法与攻丝起攻方法一样。
④正常套丝时,不要加压,让板牙自然引进,以免损坏螺纹和板牙,也要经常倒转以断屑。
⑤在钢件上套丝要加切削液,以减小加工螺纹的表面粗糙度和延长板牙使用寿命。一般可用机油或较浓的乳化液。
(4)攻、套丝注意事项
①起攻、套丝时,要从两个方向进行垂直度的及时校正,这是保证攻丝、套丝质量的重要一环。
②起攻、套丝的正确性以及攻丝时能控制用手、用力均匀和掌握好最大用力限度,是攻丝、套丝的基本功之一,必须用心掌握。
③掌握练习时易出现的问题及其产生原因,以便在练习时加以注意。
3.根据攻、套丝的基本要求加工如图8-45所示的零件。
(1)攻丝
①按实习图尺寸要求划各螺孔的加工位置线,钻各螺孔底孔,并对底孔进行倒角。
②依次攻丝4-M6、M8、2-M12以及3-M20螺孔,用相应的螺钉进行配检。
(2)套丝
①按图样尺寸落料
②按前述套丝方法完成M8、M10、M12三件双头螺栓的套丝,用相应的螺母进行配检。
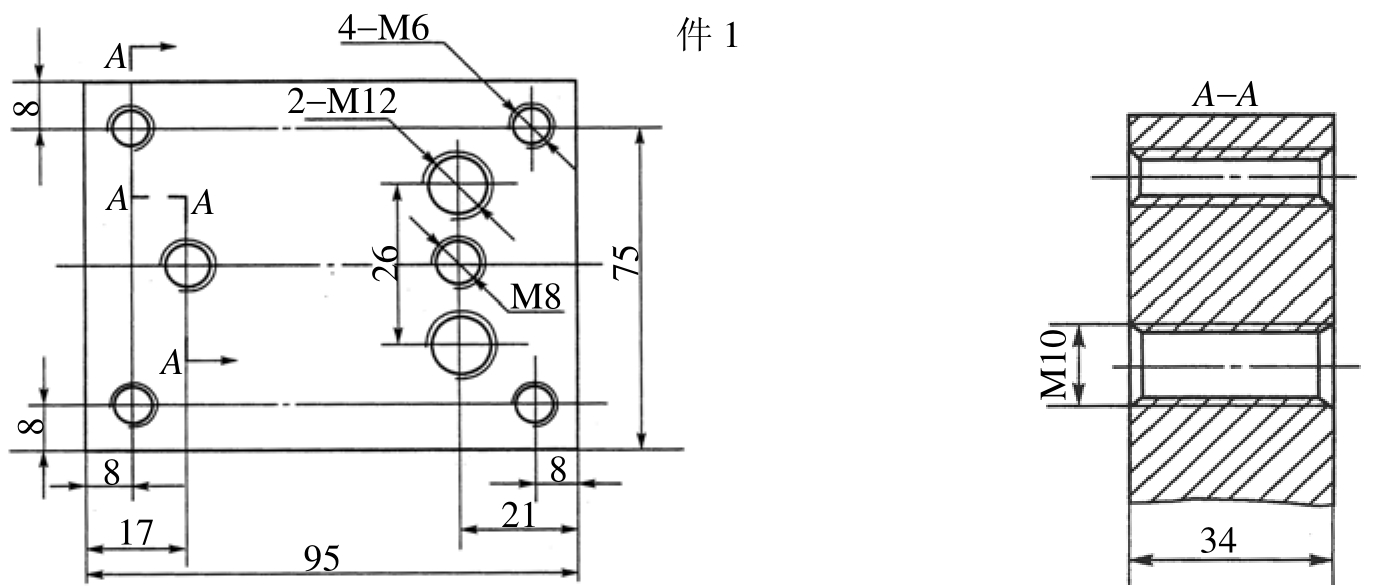

图8-45 攻套螺纹零件图
上一篇:定制化,迎合顾客行为特性
下一篇:千淘万漉虽辛苦,吹尽黄沙始到金






