
任务2 其他焊接方法
在工业生产中应用较多的焊接方法,除熔化焊外,还有电阻焊、摩擦焊和钎焊等。
一、电阻焊
电阻焊又称接触焊,是利用低压大电流通过焊件接缝处所产生的电阻热加热金属,将接缝处加热到塑性状态或熔化状态,在压力作用下使焊件连成一体的焊接方法。具体工艺分为对焊、点焊、缝焊三种类型,如图12-16所示。
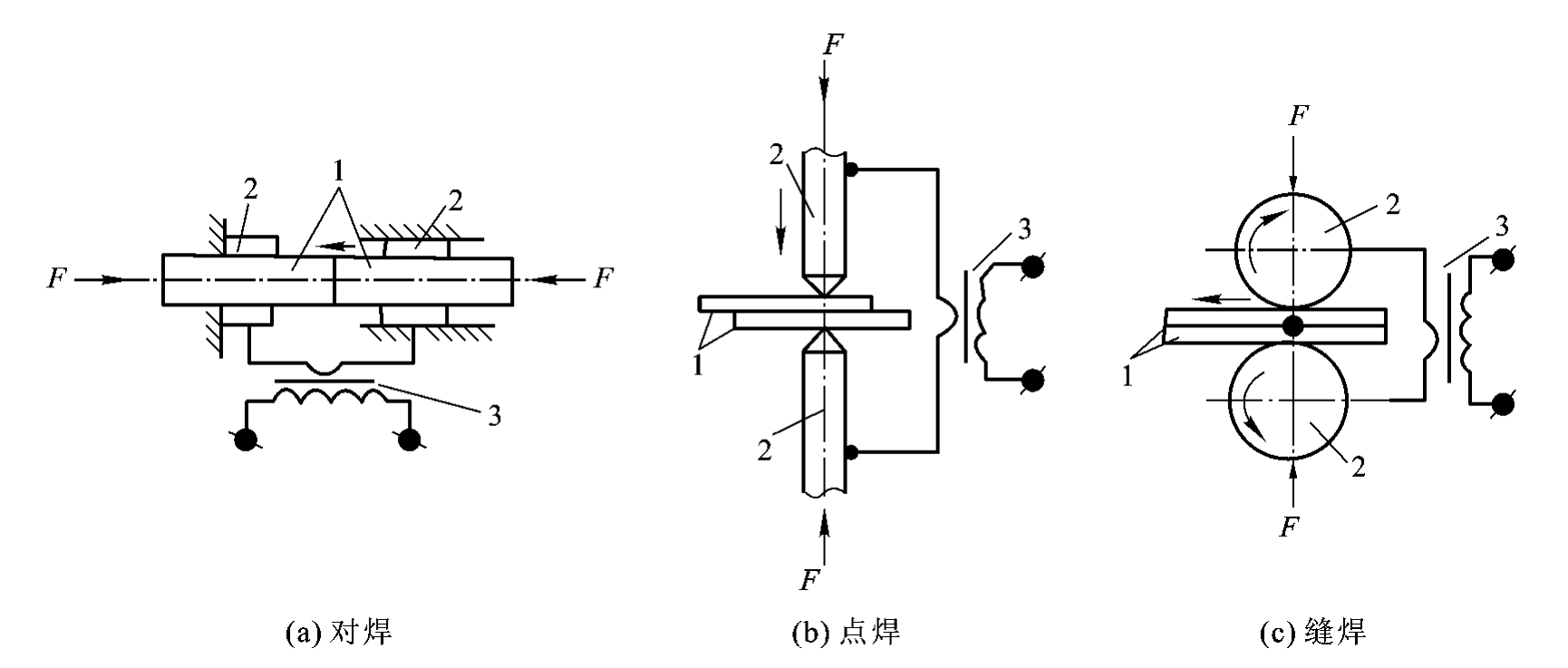
图12-16 电阻焊类型示意图
1—工件;2—电极;3—变压器
电阻焊采用大电流(数万安培)加热,能量密度高,可在极短时间内(0.01秒至几秒)获得焊接接头,生产效率高,焊件变形小,不需填充金属和焊剂,接头表面平整光洁,操作简便,易于实现机械化、自动化。对焊适用于棒料、型钢、管件等焊接;点焊适用于厚度小于6mm的板料搭接;缝焊适用于厚度小于3mm的薄板焊接。
二、摩擦焊
摩擦焊是利用焊件接触面的相对运动,强烈摩擦产生的热量,使接触面加热到塑性状态,在压力作用下连成一体的焊接方法。
图12-17所示为摩擦焊原理示意图。焊件1和2被夹在焊机上,施加一定压力使两焊件紧密接触,再使焊件1旋转,两焊件接触面因相对摩擦而产生高热,待接触面加热成塑性状态时,使焊件1停转,在焊件2一侧加压力,使两焊件产生塑性变形而焊接起来。
摩擦焊的接头一般为等截面的,也可以是不等截面的,但必须有一工件为圆形或管形。图12-18所示为摩擦焊的常用接头形式。摩擦焊广泛用于圆形工件及管子的对接,可焊实心焊件直径为2~100mm,管子外径达数百毫米。
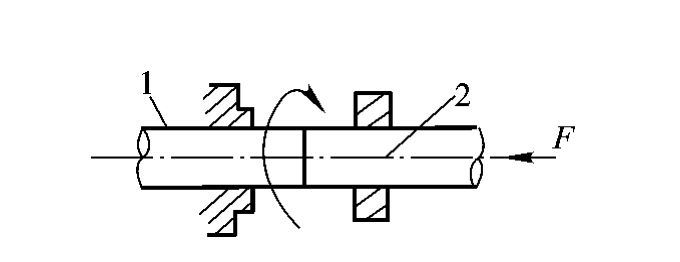
图12-17 摩擦焊的焊接原理示意图
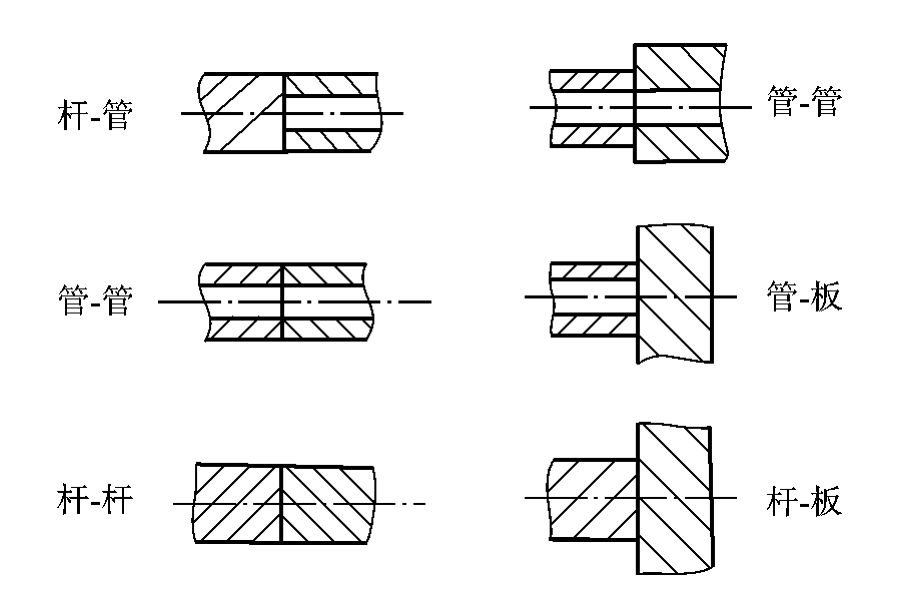
图12-18 摩擦焊的接头形式
三、钎焊
钎焊是利用熔点比焊件金属低的钎料作为填充金属,加热使钎料熔化将固态金属工件连接起来的一种焊接方法。
1.钎焊过程
将表面清洁的工件(见图12-19)搭接在一起,把钎料放入装配间隙或附近,适当加热,使钎料熔化。熔融钎料借助毛细管作用被吸入并充满固态金属工件间隙内,金属原子相互扩散,凝固后即形成钎焊接头。
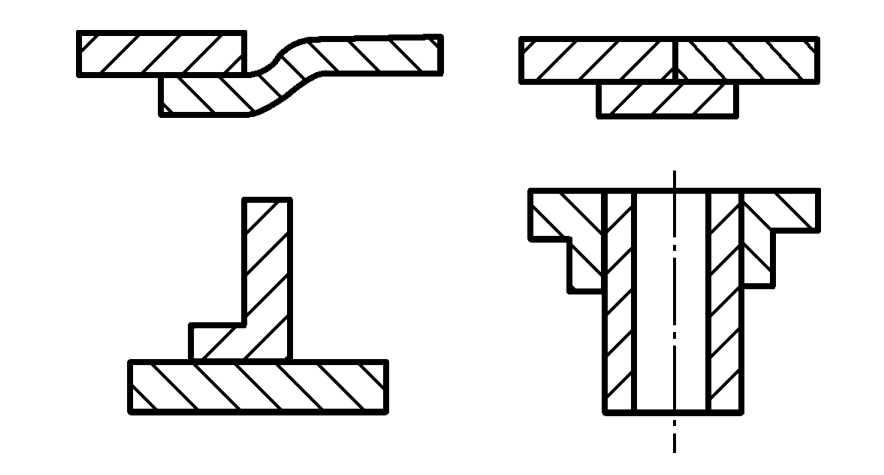
图12-19 钎焊的接头形式
2.钎料
钎焊的钎料主要分为硬钎料和软钎料两种。
(1)硬钎料。熔点在450℃以上的钎料为硬焊料。硬钎料的焊接强度高,用于焊接受力较大或工作温度较高的工件。属于硬钎料的有铜基、银基、铝基、镍基等。
(2)软钎料。熔点在450℃以下的钎料为软钎料。软钎料的焊接强度较低,一般不超过70MPa,用于焊接受力不大或工件温度较低的工件,如锡铅焊料即属此类。
3.熔剂
熔剂的作用是清除被焊金属表面氧化膜及杂质,改善钎料的流动性,保护钎料及焊件免于氧化。熔剂对钎焊的质量影响很大。硬钎料配用熔剂为硼砂、硼酸、氟化物、氯化物等,软钎料配用熔剂为松香或氯化锌溶液等。
4.加热
钎焊的加热方法有烙铁加热、火焰加热、电阻加热、感应加热、炉内加热、盐浴加热等。钎焊的加热温度不高,焊件组织和性能变化不大,变形小,接头光滑平整,尺寸精确,既可焊接同种金属,也可焊接异种金属。钎焊的主要缺点是接头强度较低,工作温度不能过高。
钎焊在机械、电气技术及仪表制造等行业应用广泛。






