
3.7.2 直角沟槽的铣削加工
1.常见直角槽的种类
有直角槽有通槽、半通槽、封闭槽等种类。通槽用三面铣刀或盘形槽铣刀加工;半通槽或封闭槽用立铣刀或键槽铣刀加工。
2.直角沟槽加工方法
用三面刃铣刀铣通槽(卧铣),如图3-51所示。
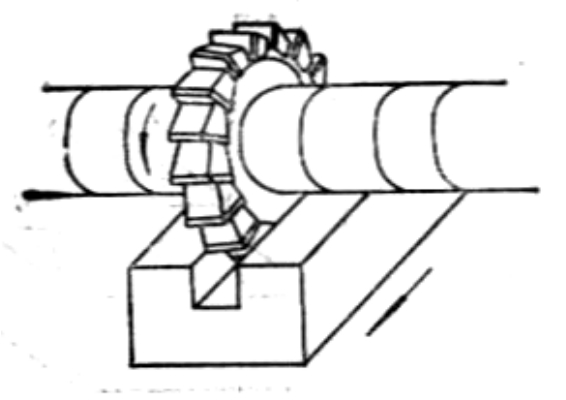
图3-51 三面刃铣刀铣通槽
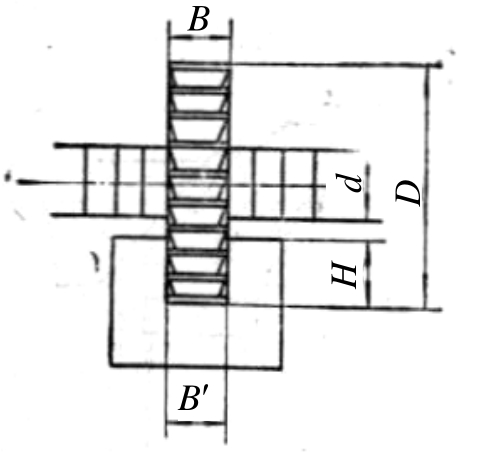
图3-52 铣刀的选择
(1)根据图纸选择铣刀并安装,所选择的三面刃铣刀的宽度B应等于或小于所加工的工件槽宽B铣刀直径D>d+2倍的槽深H,如图3-52所示。
(2)工件的安装与校正。一般直角槽加工时可采用平口钳装夹工件。在窄长工件上铣削长直角槽时,平口钳的固定钳口应与铣床轴轴心线垂直安装,在窄长工件上铣与工件长度方向垂直的直角槽时,平口钳的固定钳口应与主轴轴心线平行安装,以保证铣出的直角槽两侧面与工件的基准面平行或垂直。
(3)对刀的方法
①划线对刀法 在工件加工部位划出直角槽的尺寸位置线,手摇各手柄使铣刀宽度与工件上所划的宽度线重合,将横向进给紧固,来铣出直角槽。
②侧面对刀法 工件装夹牢固校正后,用一薄纸贴在工件的侧面,手摇各手柄,使铣刀的一侧刃轻轻碰到纸,记下刻度盘的读数,降下垂直工作台,移动横向进给一个刀宽B加工件侧面到槽侧的距离C的位移量A,A=B+C。然后紧固横向进给调整铣削深度,铣出直角槽。
(4)用三面刃铣刀铣削精度要求较高的直角槽时,应选用略小于槽宽的铣刀,先铣好槽的深度,再扩铣槽的宽度直至尺寸达到要求。
3.用立铣刀铣半通槽和封闭槽
(1)用立铣刀铣半通槽时,所选择的立铣刀直径应小于槽的宽度,由于立铣刀刚性较差,铣削中容易产生“偏让”现象,加工的槽深度较深时,应分几次铣到要求的深度,以免因受力过大引起铣刀折断。槽深铣好后,再将槽两侧扩铣到规定尺寸。扩铣时应避免顺铣,防止损坏铣刀和啃伤工件,如图3-53所示。
(2)用立铣刀铣穿通封闭槽,如图3-54所示。因立铣刀端面刀刃没有全部通过刀具中心,故不能垂直进给切削工件。所以应在铣削前,先在工件上划出槽的尺寸位置线,然后按线在槽的一端钻一个小于槽宽尺寸的落刀孔,以便由此孔落刀铣削。铣削时,应分数次进给将工件铣通,每次进给都由落刀孔一端开始,槽铣通后,再扩铣长度和两侧,以保证其尺寸符合图样要求。
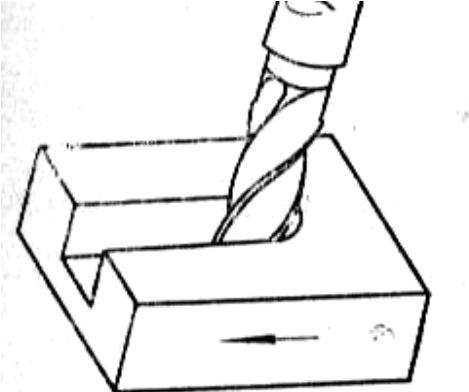
图3-53 用立铣刀铣半通槽
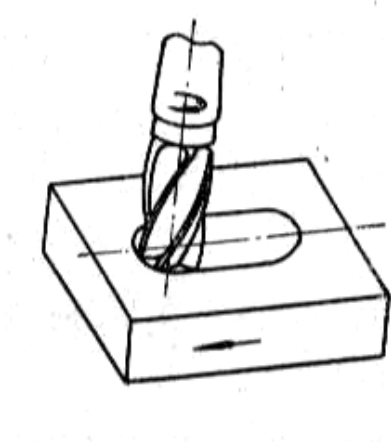
图3-54 用立铣刀铣削穿通封闭槽
4.用键槽铣刀铣半通和封闭的直角槽
加工精度较高、深度较浅的半通槽和封闭槽时,可用键槽铣刀。键槽铣刀的端面刃是通过刀具的中心的,能在垂直进刀时切削工件,用它加工穿通的封闭槽不用先钻落刀孔,由槽的一端分数次进给,调整切深铣出槽来,注意每次的铣削深度要一致。
5.直角槽的检验
直角槽的长度、宽度、深度,可分别用游标卡尺、千分尺、深度尺检验;对称度可分别用游标卡尺、千分尺或杠杆百分表检验,如图3-55所示。
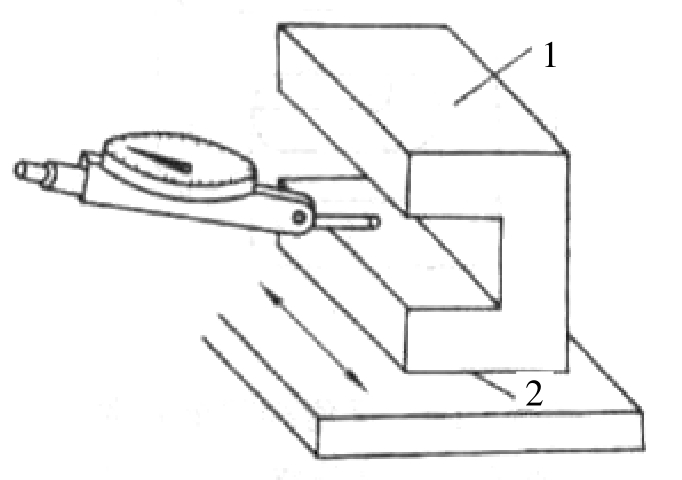
1—被测工件 2—平板
图3-55 用杠杆百分表检测直角沟槽的对称度
6.沟槽加工中易产生的问题
(1)铣出的槽宽尺寸不符合图样要求有以下原因:
①选择的铣刀尺寸不正确,使槽的尺寸铣错。
②铣刀刀刃的径向跳动和端面跳动过大,使槽宽尺寸铣大和槽深铣深。
③用立铣刀铣削时,产生“让刀”现象,或来回数次吃刀切削工件,将槽宽铣大。
④测量尺寸有错误,或摇错刻度盘数值,使槽宽尺寸铣大。
(2)沟槽的形状、位置精度不符合图样要求有以下原因:
①槽两侧与工件中心不对称,主要是对刀时对偏;扩铣两侧时,将槽铣偏;测量尺寸时不正确,按测量的数值铣削,将槽铣偏。
②槽侧面与工件侧面不平行,槽底面与工件底面不平行。 原因是平口钳的固定钳口没有校正好,选择的垫铁不平行,装夹工件时工件没有敲平。
③槽的两侧出现凹面,原因是工作台“零位”不准,用三面刃铣刀铣削时,沟槽两侧面铣成弧形凹面,且呈上宽下窄(两侧面不平行)。
(3)槽的表面粗糙度不符合图样要求的原因:
①主轴转速过低,或进给量过大。
②切削深度过大,铣刀切削时不平稳。
③切削钢件没有施加切削液。
④刀具变钝,刃口磨损。
下一篇:石库门·隐秘花园






