
第四节 过程能力和过程能力指数
一、过程能力
过程能力(Process Capability)又称做工序能力,是指处于稳定状态下的过程(或工序)实际的加工能力,它是衡量过程加工内在一致性的标准。
过程能力的测定一般是在成批生产状态下进行的,过程满足产品质量要求的能力主要表现在以下两个方面:
(1)产品质量是否稳定。
(2)产品质量精度是否足够。
因此,在确认过程能力可以满足精度要求的条件下,它是以该过程产品质量特性值的变异或波动来表示的。产品质量的变异可以用频数分布表、直方图、分布的定量值以及分布曲线来描述。在稳定生产状态下,影响过程能力的偶然因素的综合结果近似地服从正态分布。为了便于过程能力的量化,可以用3σ原理来确定其分布范围:当分布范围取为μ±3σ时,产品质量合格的概率可达99.73%,接近于1。因此以±3σ,即6σ为标准来衡量过程的能力是具有足够的精确度和良好经济特性的。所以在实际计算中就用6σ的波动范围来定量描述过程能力。
过程能力为B,则B=6σ。
二、过程能力指数
过程能力指数表示过程能力满足产品技术标准的程度。技术标准是指加工过程中产品必须达到的质量要求,通常用标准差、公差(容差)、允许范围等来衡量,一般用符号T表示。质量标准(T)与过程能力(B)之比值,称为过程能力指数,记为Cp。
过程能力指数Cp值,是衡量过程能力满足产品技术要求程度的指标,过程能力指数越大,说明过程能力越能满足技术要求,甚至有一定的能力贮备。但是不能认为过程能力指数越大,加工精度就越高或技术要求越低。
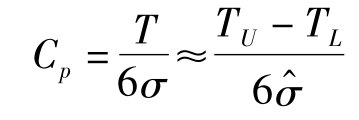
(1)过程无偏时双向公差过程能力指数
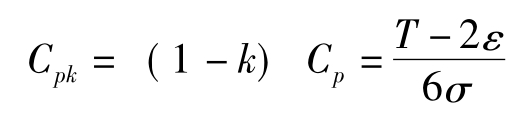
(2)过程有偏时双向公差过程能力指数
引用偏移系数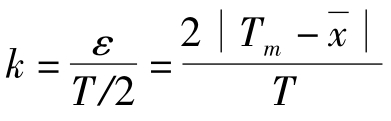 ,则有
,则有
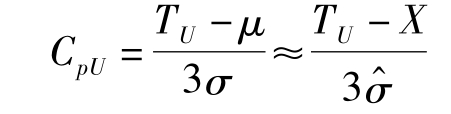
(3)单侧公差过程能力指数
若只有公差上限,则过程能力指数计算如下:
若只有公差下限,则过程能力指数计算如下:
三、Cp与Cpk的比较
无偏情况下的Cp表示过程加工的一致性,即“质量能力”,Cp越大,则质量特性值的分布“越苗条”,质量能力越强;而有偏情况的Cpk表示过程中心μ与中心Tm偏移情况下的过程能力指数,Cpk越大,则二者偏离越小,也即过程分布中心对规范中心越“瞄准”,是过程的“质量能力”与“管理能力”二者综合的结果。
四、过程能力指数和不合格率的关系
(1)无偏时Cp和不合格率p的关系
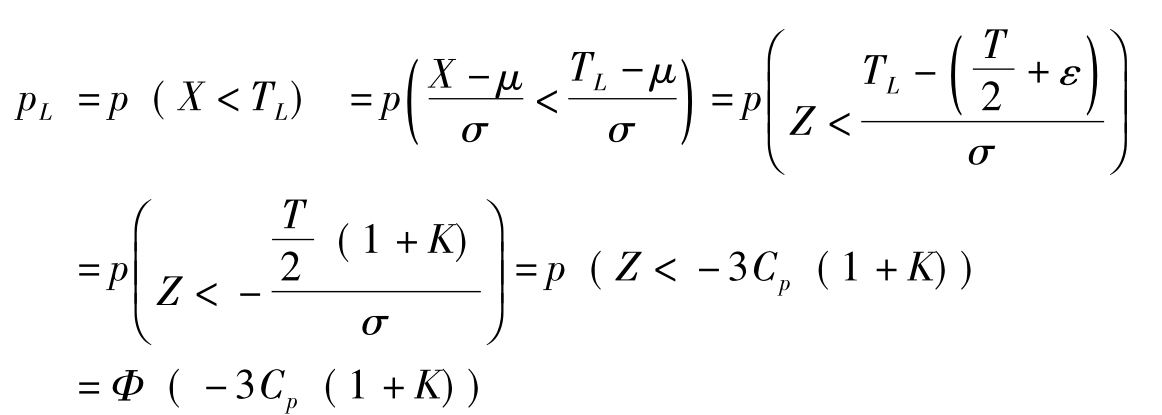
设pu=pL分别为超出规范上、下界限的不合格率,于是总的不合格率为
p=pU+pL=2pL

故: p=2pL=2Φ(-3Cp)
(2)有偏移过程能力指数Cpk、偏移度K和不合格率p之间的关系
当分布中心向规范上限TU偏移时:

同理,可得:
于是总不合品率p=pU+pL=2-Φ(3Cp(1-K))-Φ(3Cp(1+K))
当K较大时,pL接近于零,可略去,故
p≈pU=1-Φ(3Cp(1-K))
五、过程能力分析、评价与处置
计算出的过程能力指数Cp或Cpk客观、定量地反映了过程能力满足技术要求的程度,也就是可以衡量生产过程的质量水平。我们可以根据过程能力指数的大小来对过程能力进行分析与评价。所谓对过程能力的分析与评价,就是判断Cp或Cpk多大才能使工序质量满足设计质量要求。根据过程能力的指数大小及其不合格品率的大小,可将其分为五个等级,过程能力分级及相应的处置措施如表4-7所示。此表对Cpk、CpL和CpU也适用。当工序有偏移时相应的处置措施如表4-7所示。
表4-7 过程能力分析与处置
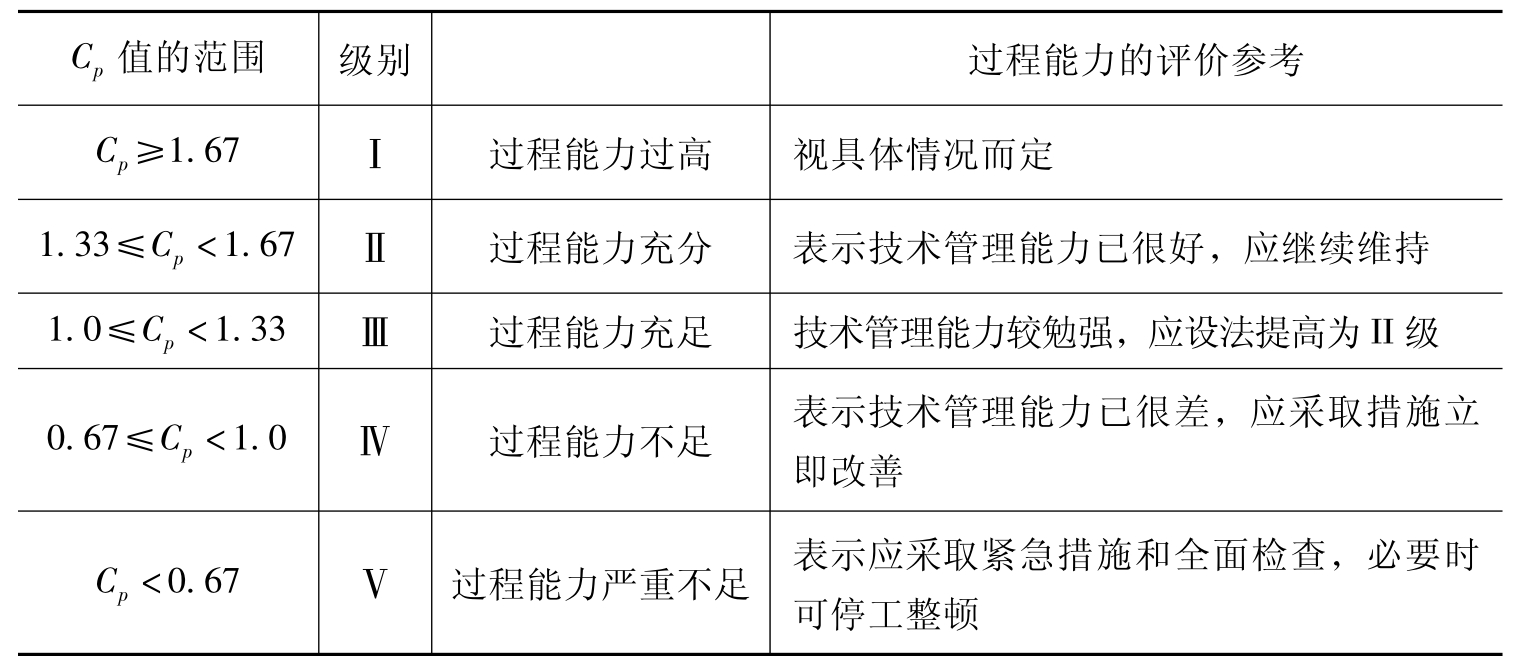
(1)过程能力指数过大处置措施。当Cp≥1.67时,可以认为过程能力贮备过大。过程能力指数太大意味着粗活细做,这样必然影响生产效率,增加产品成本。这时,可适当地降低过程能力,如改用精度低、效率高、成本低、技术要求低的设备、工艺技术和原材料,把过程能力降低到经济合理的程度,更改设计,提高技术要求;采取合并或分解工序等。
(2)过程能力指数过小处置措施。过程能力指数过小意味着产品质量水平低,Ⅲ级加工或Ⅳ级加工属于这种情况。这时,要立即停止加工,采取措施,提高设备精度,改革制造工艺,改善原材料质量,提高加工性能,使过程能力适当地提高;若设计上允许,可降低技术要求,即放松公差的办法进行处置。实际工作中,过程能力不足时,一般通过全检后剔除不合格品,或施行分级筛选来提高产品质量。
(3)过程能力指数适宜,一般指Ⅱ级加工。此时,应进行工序控制,使生产过程处于受控或稳定状态,从而保证加工质量。
上一篇:异议处理“六方法”
下一篇:科技人员在科技事业发展中的作用






