
7.4.4 数控机床润滑系统PMC控制
数控机床润滑系统主要包括机床导轨、传动齿轮、滚珠丝杠及主轴箱等润滑,其形式有电动间歇润滑泵和定量式集中润滑等,其中电动间歇润滑泵用得较多,其润滑时间和每次泵油量可根据要求进行调整或用参数设定。
1.数控机床润滑系统的电气控制要求
● 首次开机时,自动润滑15s(2.5s打油、2.5s关闭)。
● 机床运行时,达到润滑间隔固定时间自动润滑一次,而且润滑间隔时间用户可以进行调整(通过PMC参数)。
● 加工过程中,操作者根据实际需要还可以进行手动润滑(通过机床操作面板的润滑手动开关控制)。
● 润滑泵电动机具有过载保护,当出现过载时,系统要有相应的报警信息。
● 润滑油箱油面低于极限时,系统要有报警提示(此时机床可以运行)。
2.润滑系统PMC控制
润滑系统的电气控制原理图和PMC输入/输出信号接口如图7-48所示。QF7为润滑泵电动机的短路器,实现电动机的短路与过载保护,通过系统PMC控制输出继电器KA6,继电器KA6常开控制接触器KM6线圈,从而实现机床润滑自动控制。系统PMC输入/输出信号中,QF7为短路器的常开点,作为系统润滑泵过载与短路保护的输入信号;SL为润滑系统油面检测开关(润滑油面下限到位开关),作为系统润滑油过低报警提示(需要添加润滑油)的输入信号;SB5为数控机床面板上的手动润滑开关,作为系统手动润滑的输入信号;KA1为机床就绪继电器(如机床液压泵控制继电器)的常开点,作为系统机床就绪的输入信号;HL为机床润滑报警灯的输出信号。
润滑系统PMC控制梯形图如图7-49所示。机床自动润滑时间和每次润滑的间歇时间由于不需要用户修改,所以系统PMC采用固定时间定时器12、13来控制每次润滑的间歇时间(2.5s打油、2.5s关闭),采用固定定时器14来控制自动运行时的润滑时间(15s),采用固定定时器15来控制机床首次开机的润滑时间(15s)。自动润滑的间隔时间根据机床实际加工情况的不同,用户有时需要进行调整,所以,自动润滑的间隔时间控制采用可变定时器,且采用两个可变定时器(TMR01和TMR02)的串联来扩大定时的时间。用户可通过PMC参数界面的定时器界面进行的设定或修改,来改变自动润滑的间隔时间。
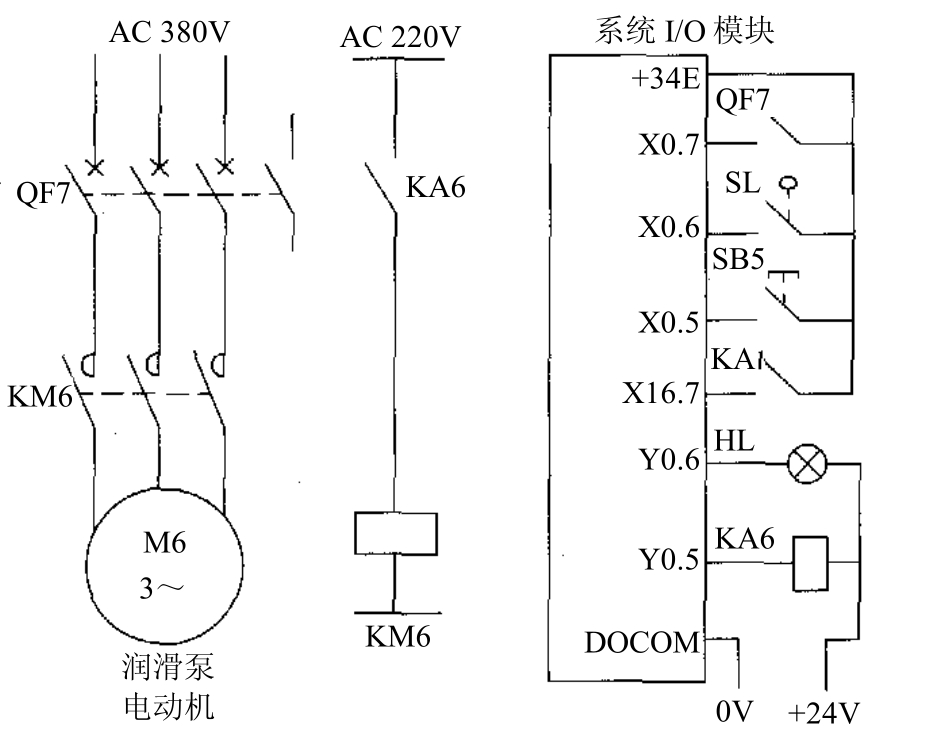
图7-48 润滑系统电气控制线路
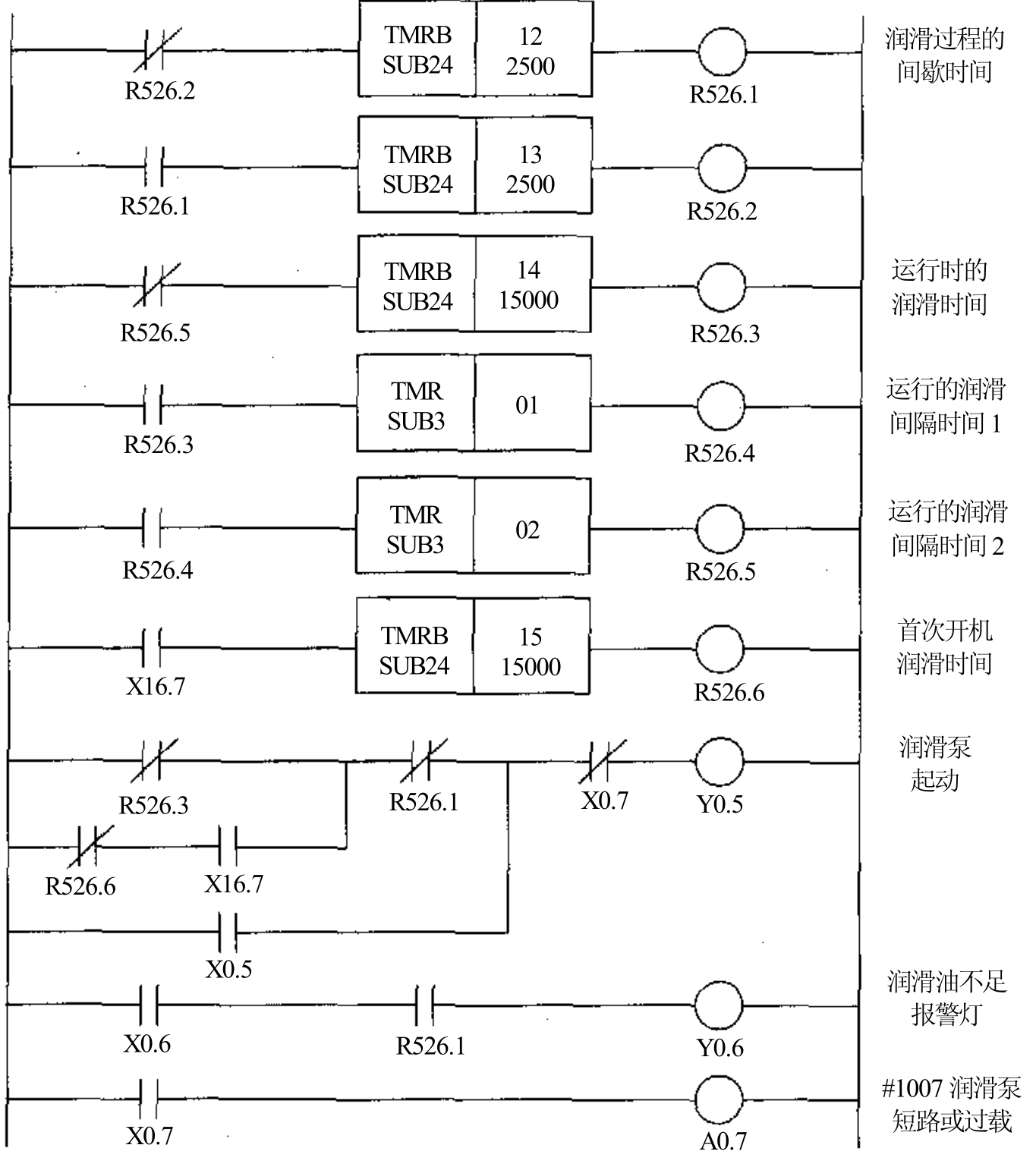
图7-49 润滑系统PMC控制梯形图
当机床首次开机时,机床准备就绪信号X16.7为1,启动机床润滑泵电动机(Y0.5输出)同时启动固定定时器15,机床自动润滑15s(2.5s打油、2.5s关闭)后,固定定时器15的延时断开常闭点R526.6切断自动润滑回路,机床停止润滑,从而完成机床首次开机的自动润滑操作。在机床运行过程中,通过可变定时器TMR01和TMR02设定延时时间后,机床自动润滑一次,润滑的时间由固定定时器14设定(15s),通过固定定时器14的延时断开常闭点R526.3切断运行润滑控制回路,从而完成一次机床运行时润滑的自动控制。机床周而复始地进行润滑。当润滑系统出现过载或短路故障时,通过输入信号X0.7切断润滑泵输出信号Y0.5,并发出润滑系统报警信息(#1007:润滑系统故障)。当润滑系统的油面下降到极限位置时,机床润滑系统报警灯闪亮,提示操作者需加润滑油。
上一篇:园区智慧楼宇系统解决方案
下一篇:地球赤道一圈多少公里






