
5.1.3 数控铣床的编程方法
1.数控铣床的功能指令及应用
数控铣床的基本功能指令及应用在第三章中已作介绍,这里主要介绍数控铣床编程中的其他常用功能指令。
(1)数值单位设定指令:G20、G21、G22
如表5-1所示,G20、G21、G22用来设定编程中所用数值的单位。
表5-1 单位设定指令

(2)速度单位设定指令:G94、G95(模态指令)
程序段格式:G94 F_或G95 F_
设定每分钟的进给量单位,依G20、G21、G22次序设定为in/min、mm/min、脉冲当量/min。G94 F_还可以指定旋转轴的速度r/min或脉冲当量/min。
(3)回参考点指令
① 自动返回参考点指令:G28
格式:G28 X_Y_Z_
该指令使刀具经由一个中间点(式中X、Y、Z确定)回到参考点,一般用于刀具的自动更换,原则上在执行该指令时要取消刀具的半径补偿和长度补偿。使各个轴经过中间点到达参考点,G28为非模态指令,只能在程序段中使用。
② 从参考点返回指令:G29
格式:G29 X_Y_Z_
该指令使刀具从参考点经由一个中间点(式中X、Y、Z确定)而定位于指定点,它经常在G28后面,用G29指令使所有的被指定的轴以快速进给经由G28指定的中间点,然后到达到指定点,G29为非模态指令,只能在程序段中使用。
(4)数控铣床编程中的固定循环指令
数控铣床编程中的固定循环指令主要是钻孔和镗孔等孔加工类固定循环指令,如图5-7所示,通常可能有如下六种动作:
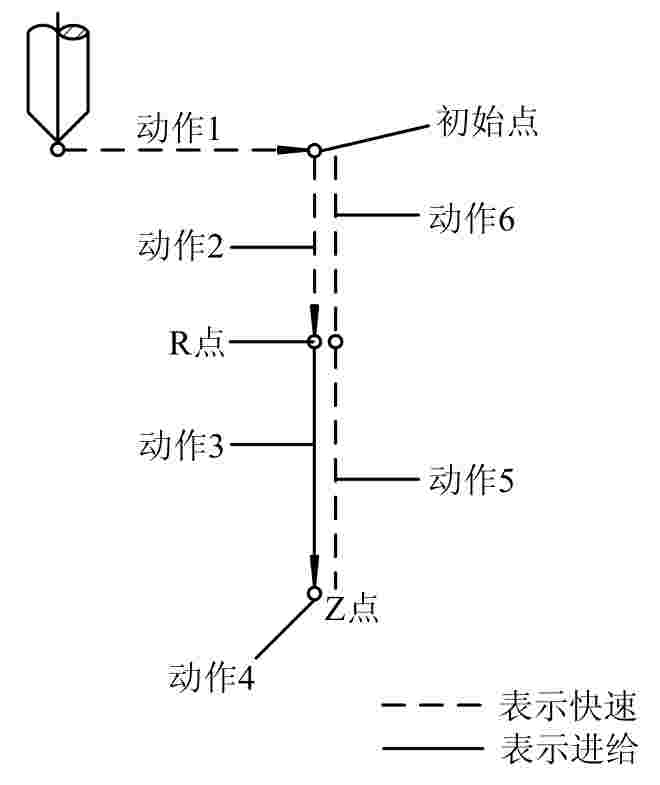
图5-7 孔加工固定循环
① X轴和Y轴的定位(孔位坐标);
② 快速移动到R点(参考点);
③ 孔加工;
④ 在孔底的动作;
⑤ 退回到R点;
⑥ 快速返回到初始点。
其中初始点所在的与Z轴垂直的平面称为初始平面,初始平面是为安全下刀而规定的一个平面。初始平面到零件表面的距离可以任意设定在一个安全的高度上,当使用同一把刀具加工若干孔时,只有孔间存在障碍需要跳跃或全部孔加工完毕时,才使用G98功能指令使刀具返回初始平面上的初始点。
R点平面又叫R参考平面,这个平面是刀具下刀时自快进转为工进的高度平面,距工件表面的距离主要考虑工件表面尺寸的变化,一般可取2~5mm。使用G99功能指令时,刀具将返回到该平面上的R点。
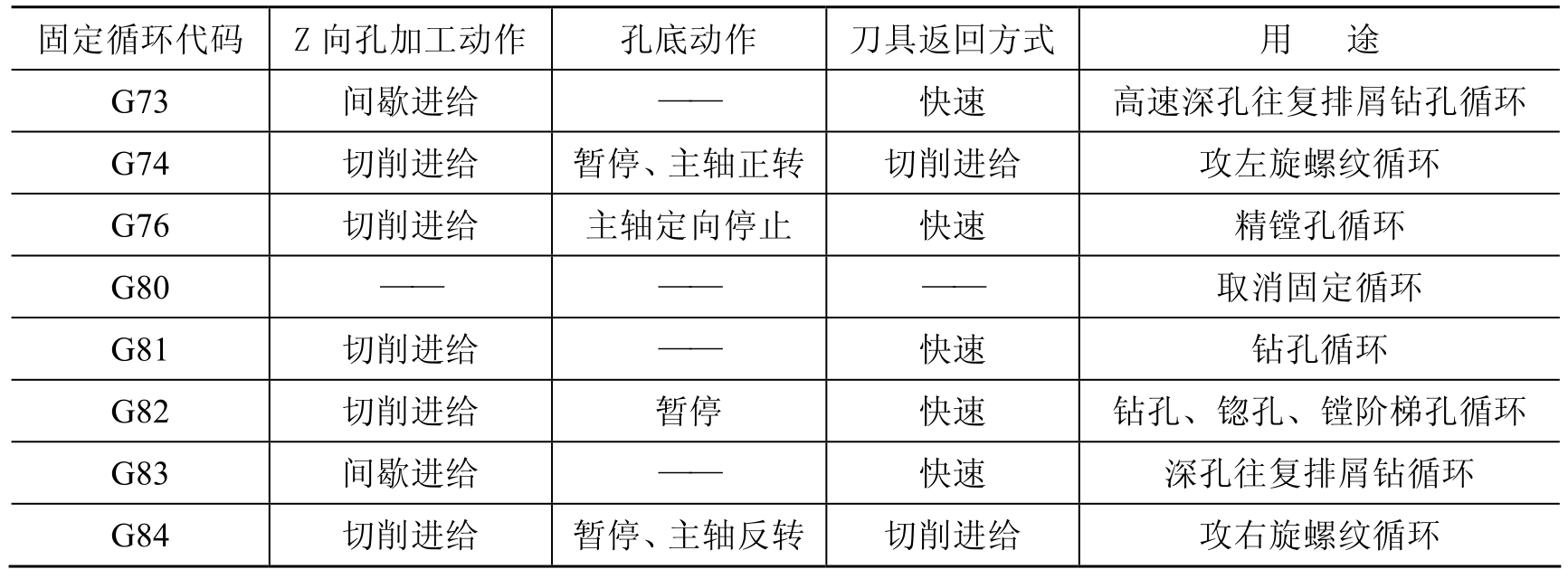
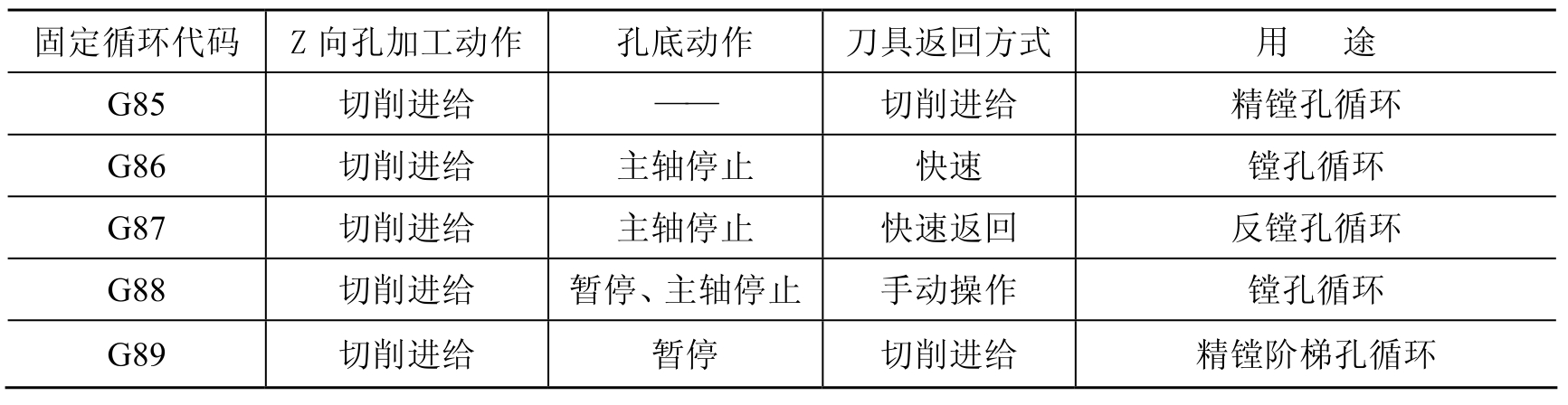
孔加工固定循环指令代码有:G73~G76、G80~G89,其指令的功能如表5-2所示。
表5-2 固定循环代码
续表
固定循环的程序段格式如下:

式中:① 数据形式G90(绝对坐标)或G91(增量坐标):两种指令的区别是G90编程方式中的Z、R等点的数据是工件坐标系Z轴的坐标值,而G91编程方式中的Z、R点的数据是相对前一点的增量值。G90或G91如果在前面程序段中已给定,则可不再注出。
② 返回点平面指令:G98为返回初始平面,G99为返回R点平面。
③ 孔加工方式:根据需要可选择指令G73~G76、G81~G89中任一个。
④ X、Y:是被加工孔的位置坐标。
⑤ Z:为参考点R到孔底的距离(G91时)或孔底座标(G90时)。
⑥ R:为R点坐标值(G90)或初始点到R点的距离(G91)。
⑦ Q:指定每次进给深度(G73、G83时)或指定刀具位移增量(G76、G87时)。
⑧ P:指定刀具在孔底的暂停时间。
⑨ F:为切削进给速度
⑩ L:指定固定循环的次数。
固定循环指令G73~G76、G81~G89及其中的Z、R、P、F、Q等都是模态指令,一旦被指定后,在加工过程中保持不变,直到指定其他循环孔加工方式(G01~G03等)或使用取消固定循环的G80指令为止。所以,加工同一种孔时,加工方式连续执行,不需要对每个孔重新指定加工方式。因而在使用固定循环功能时,应给出循环孔加工所需要的全部数据。固定循环加工方式指令由G80消除,同时,参考点R、Z的值也被取消。在加工盲孔时孔底平面就是孔底的Z轴高度,加工通孔时一般刀具还要伸出工件底平面一段距离,主要是保证全部孔深都加工到尺寸,钻削加工时还应考虑钻头钻尖对孔深的影响。
孔加工循环与平面选择指令(G17、G18或G19)无关,即不管选择了哪个平面,孔加工都是在XY平面上定位并在Z轴方向上钻孔。
2.孔加工类固定循环指令的用法介绍
(1)G81:钻孔和镗孔循环
指令格式为:G81 X_Y_Z_R_F_
如图5-8所示为G81指令的动作循环,包括快进X和Y坐标定位、快进到R点、工进到孔底、快速返回到R点(图中给出,用G99,若返回到初始点用G98)等动作。G81是常用的钻、镗孔固定循环。
(2)G82:钻、扩、镗阶梯孔循环
格式为:G82 X_Y_Z_R_P_F_
该指令除了要在孔底暂停外,其他动作与G81相同。暂停时间由地址码P给出。此指令主要用于加工盲孔或阶梯孔,以提高孔底精度。
(3)G83:深孔加工循环
格式为:G83 X_Y_Z_R_Q_F_
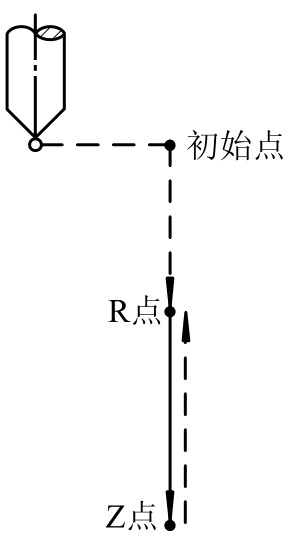
图5-8 钻孔和镗孔循环G81
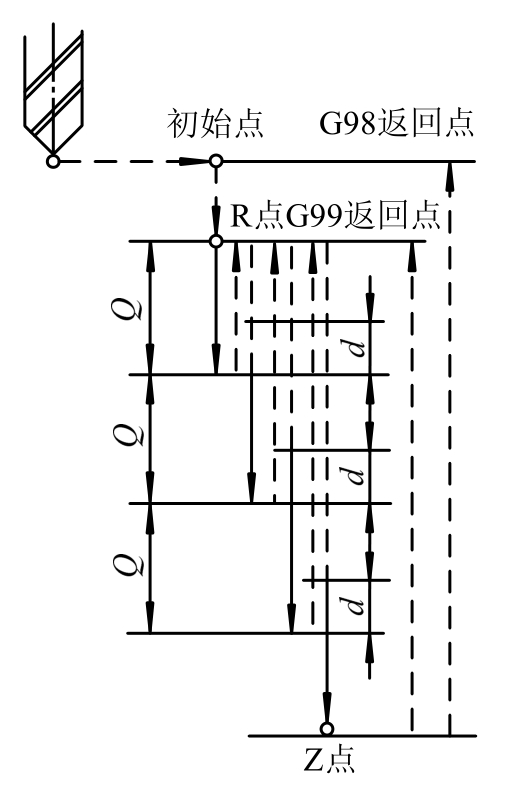
图5-9 深孔加工循环G83
深孔加工采用渐进循环方式。在图5-9所示的深孔加工循环中,每次进刀量用地址码Q给出,其值为增量值。每次进给时,应在距已加工面d(mm)处将快速进给转换为切削进给。d由参数设定。
(4)G84:螺纹加工循环
指令格式:G84 X_Y_Z_R_F_
该循环包括快速XY坐标定位、快进到R点、工进到孔底、反向工进返回到R点或到初始点等动作。
(5)G85:镗孔循环
指令格式:G85 X_Y_Z_R_F_
该指令与G84相同,但在孔底时主轴不反转,而是正转退回。
(6)G86:镗孔循环
指令格式:G86 X_Y_Z_R_F_
该指令与G81相同,但在孔底时主轴停转,然后快速退回。
(7)G87:背镗孔循环
指令格式:G87 X_Y_Z_R_Q_F_
如图5-10所示,刀具快速移至孔上方后,主轴准停,主轴沿刀尖的反方向偏移Q,然后快速定位至孔底(Z点),再沿刀尖正向偏移至E点,主轴正转,刀具向上工进至R点,在R点再主轴准停,刀具偏移Q,快退并偏移Q至B点,主轴正转,继续执行下面的程序。
(8)G88:镗孔循环
指令格式: G88 X_Y_Z_R_P_F_
该指令与G86相似,但在孔底时主轴暂停数秒,然后停转,主轴停止转动后,变成停机状态。此时转换为手动状态,可用手动将刀具从孔中退出。到返回点平面后,主轴正转,再转入下一个程序段进行自动加工。
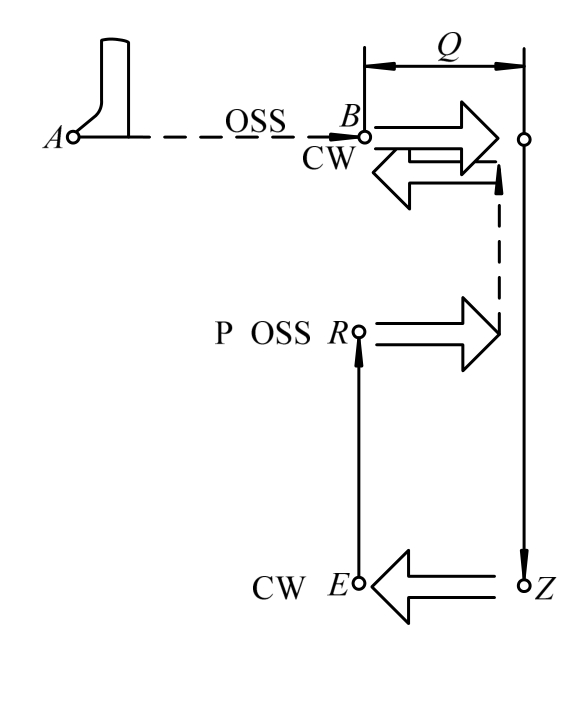
图5-10 背镗循环G87
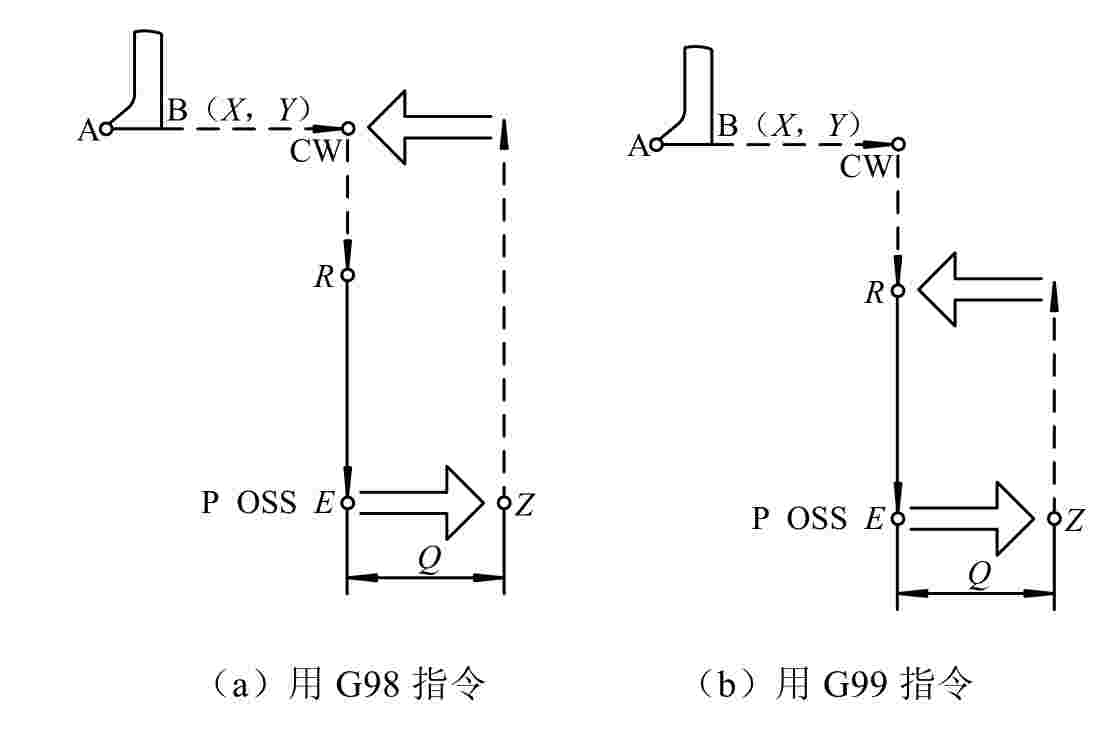
图5-11 精镗循环G76
(9)G89:镗孔循环
指令格式:G89 X_Y_Z_R_P_F_
该指令与G85相同,但在孔底有暂停,然后正转退回。
(10)G73: 高效深孔加工循环
指令格式:G73 X_Y_Z_R_Q_F_
与G83相似,不同之处在于每次退刀时不是退到R平面或初始平面,而是退到一定高度(由参数设定)即可向下加工。
(11)G74:攻左旋螺纹循环
指令格式:G74 X_Y_Z_R_F_
与G84相似,主轴下移至R点启动,反转切入,至孔底后正转退出。
(12)G76:精镗循环
指令格式:G76 X_Y_Z_R_Q_F_
如图5-11所示,精镗到孔底后,有三个孔底动作:进给暂停(P)、主轴准停即定向停止(0SS)、刀具偏移Q距离,然后退刀,这样可避免刀头不划伤精镗表面。
(13)G80:取消固定循环
应用孔加工循环的注意事项:
① 孔加工固定循环指令执行前,必须先用M指令使主轴转动。
② 孔加工固定循环中,刀具长度补偿指令在刀具至R点时生效。
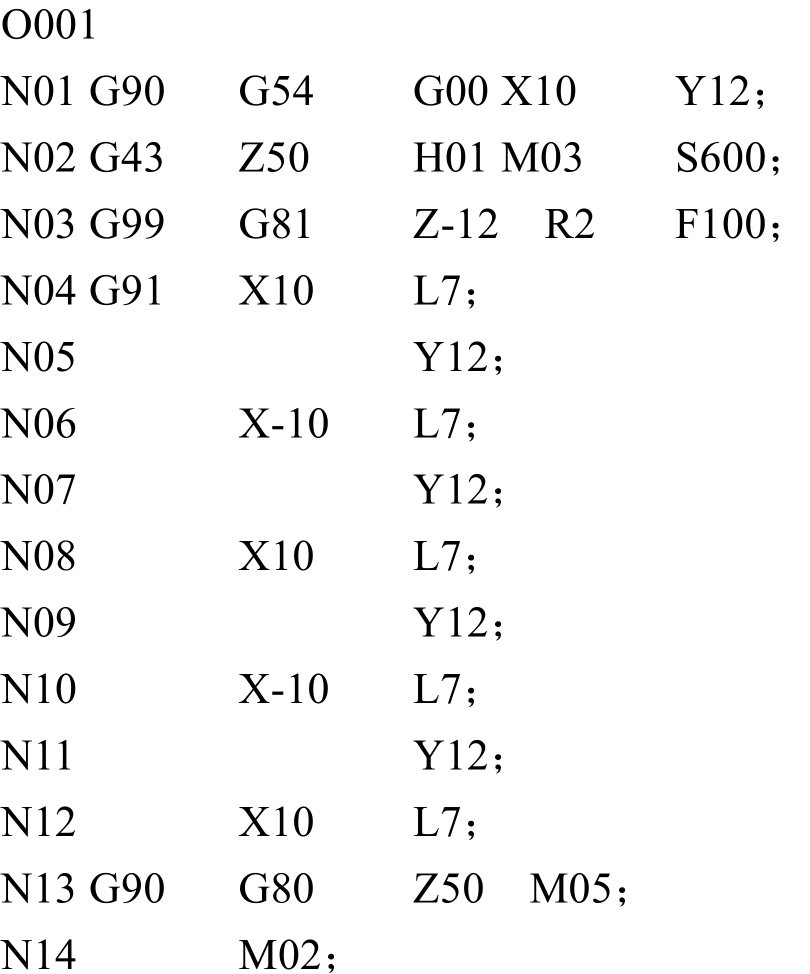
如图5-12所示,在一个平板工件上有40个螺纹孔,加工过程要用钻头钻40个通孔,最后用丝锥攻螺纹孔。用固定循环编写的钻孔程序为:
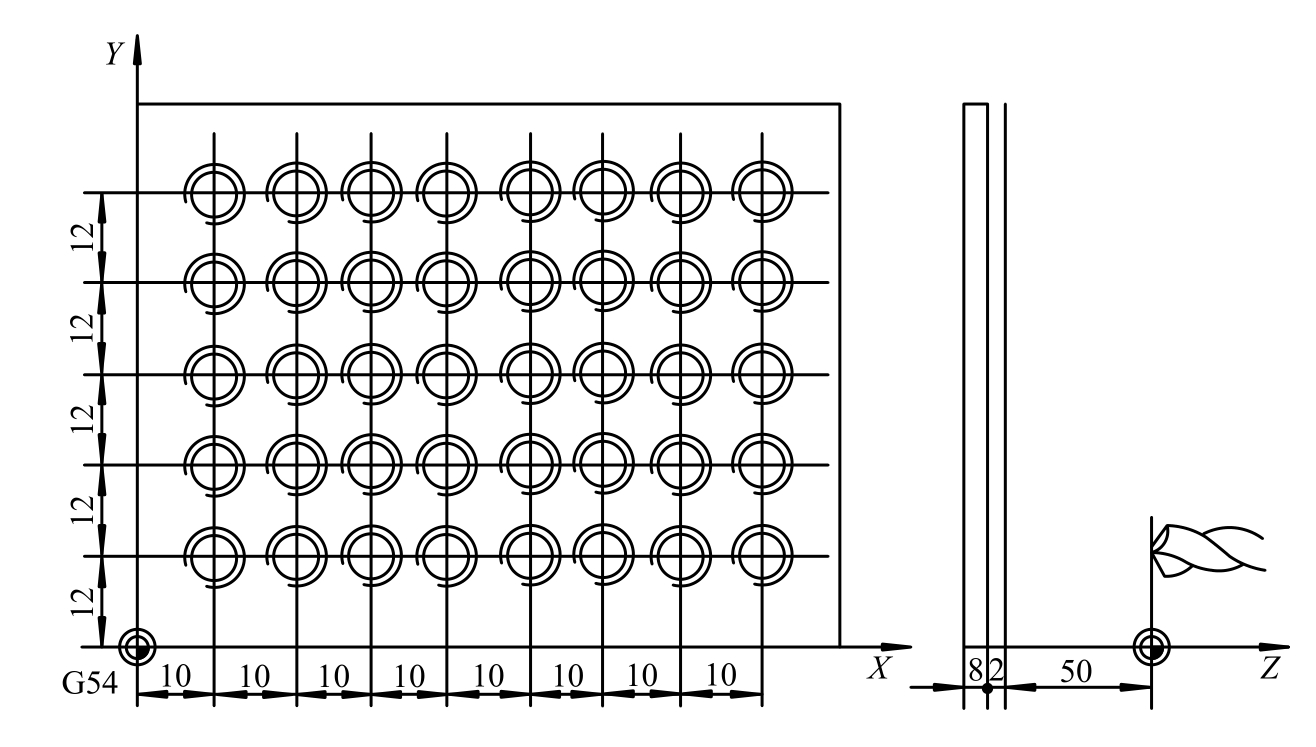
图5-12 固定循环实例
上一篇:扩大宣传优势
下一篇:关注要投资企业的平均净资产收益率






