
5.5.1 电火花线切割加工的工艺过程
电火花线切割加工的一般工艺过程如图5-46所示,在线切割加工之前要进行工艺分析、工艺参数的确定、模件毛坯的粗加工、线切割加工基准的加工、穿丝孔的加工、线切割程序的编制和检验等工序。
1.模坯件的准备
模坯件的准备工序是指凸模或凹模在电火花线切割加工前要进行的毛坯材料选择、毛坯成型、各种粗加工和预备热处理等精加工前的准备工序。
(1)坯件材料选择及其热处理 快走丝线切割机床在使用乳化液的情况下,切割铜、铝、淬火钢等普通材料,加工过程一般较稳定,切割速度也快;而若切割不锈钢、磁钢、硬质合金等难加工材料时,加工过程就不太稳定,切割速度也较慢。通常Crl2、Crl2MoV、CrWMn是比较常用的模具材料。
(2)模具工作零件一般采用锻造毛坯,而其线切割加工又常在淬火与回火等热处理后进行,在较大面积地切除金属以及对零件进行切断加工时,往往会由于材料内部相对平衡的残余应力分布状态遭到失衡破坏而导致零件发生变形,破坏加工精度,严重时甚至会在切割加工过程中材料突然开裂。所以,复杂型腔模具在进行线切割加工之前的去应力热处理是非常重要的。
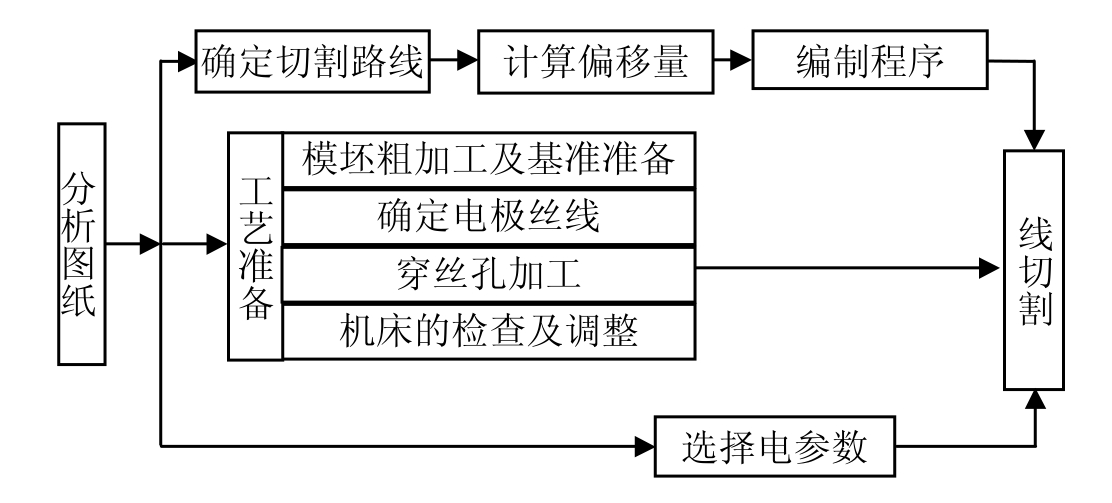
图5-46 数控电火花线切割加工的工艺过程
2.模件的工艺过程
模件的工艺过程及其与线切割加工的衔接准备工序如下:
(1)下料 用锯床或切割机根据长度切割所需材料。
(2)锻造 改善材料的内部组织,并锻成模具所需要的形状。
(3)热处理 退火处理,达HBS≤229,以消除锻造内应力,改善加工性能。
(4)铣六面 对模具外形轮廓进行粗铣加工,留磨余量0.4~0.6mm。
(5)磨 平面磨削,磨出上下平面及相邻两侧面,创建定位基准。
(6)钳工 划线确定型腔及刃口轮廓线位置,并对不重要的螺孔等进行粗加工。
(7)工具铣床或数控铣床 粗加工型孔,为减少线切割加工工作量,将型孔多余材料铣除,进行穿丝孔定位精加工,为线切割工序做工艺准备。
(8)热处理 淬火,回火60~64HRC。
(9)平磨 磨削顶面、底面及侧面基准面。
(10)电火花线切割 型腔内轮廓精加工。
(11)钳工 各表面精研磨,修形。
3.模件的装夹与校正
(1)模件的装夹 模件的装夹需要除了要保证其相对于机床动作台和纵、横导轨要严格平行外,还要注意电极丝的切割行程范围和模件的夹具、垫铁与切割行程的相互干涉问题。一般的装夹方式包括以下几种:
① 悬臂式装夹 如图5-47所示为悬臂式装夹工件,这种方式装夹较方便,装夹结构简单,通用性强;但工件悬伸装夹,稳定性差,易出现较大的垂直度误差。仅用于悬臂较短的小型工件和加工要求不高的情况下。
② 两端支撑装夹 如图5-48所示是两端支撑方式装夹工件,这种方式装夹方便、稳定,定位精度高,可以用来装夹较大的模具件。
③ 桥式支撑装夹 如图5-49所示,这种方式是在通用夹具上放置作为桥板的垫铁后再装夹工件,结构较简单,装夹方便,应用较灵活。
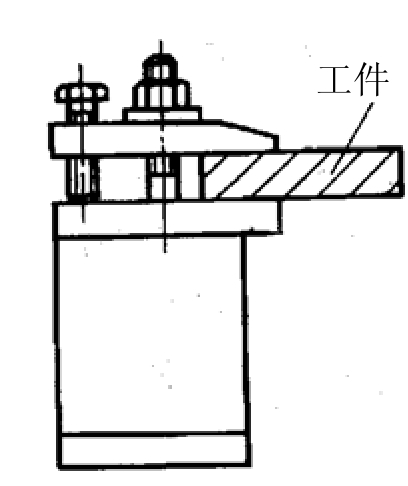
图5-47 悬臂式装夹
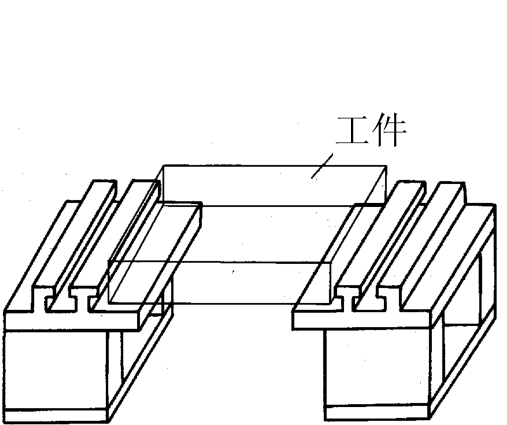
图5-48 两端支撑式装夹
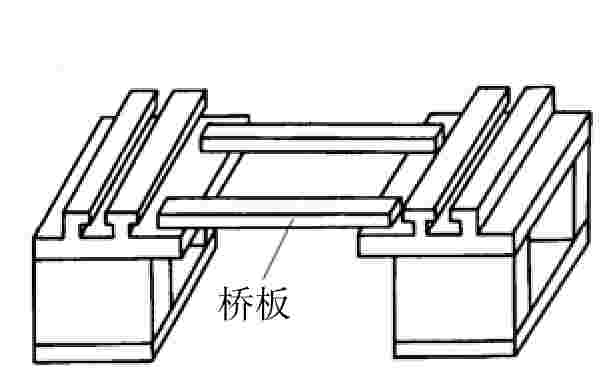
图5-49 桥式支撑式装夹
④ 板式支撑方式装夹 如图5-50所示是板式支撑方式装夹工件。它是根据组合夹具原理中的基础板件结构原理制作的,这种结构方便于工件的定位和夹紧,定位精度高,装夹工件方便。在专业化模具生产中采用较多。
如图5-51所示为一种复合式支撑方式,它是在支撑桥板上再附加上专用的夹具来对批量生产的模具件进行快速的装夹。这种结构多应用在模具的批量生产中,精度和效率较高。
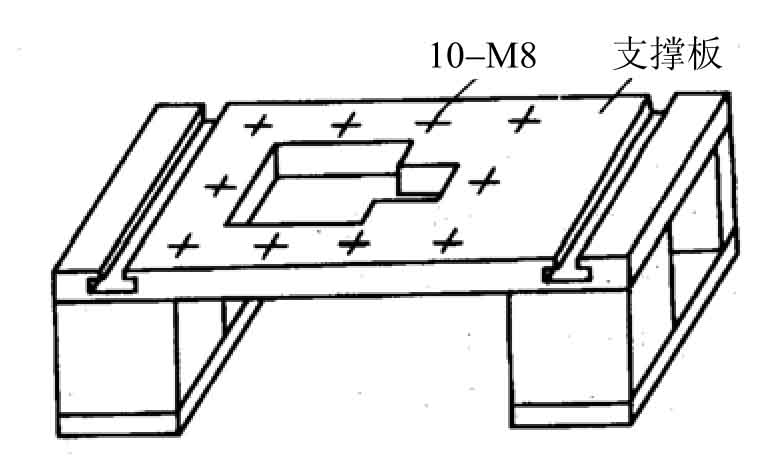
图5-50 板式支撑方式装夹
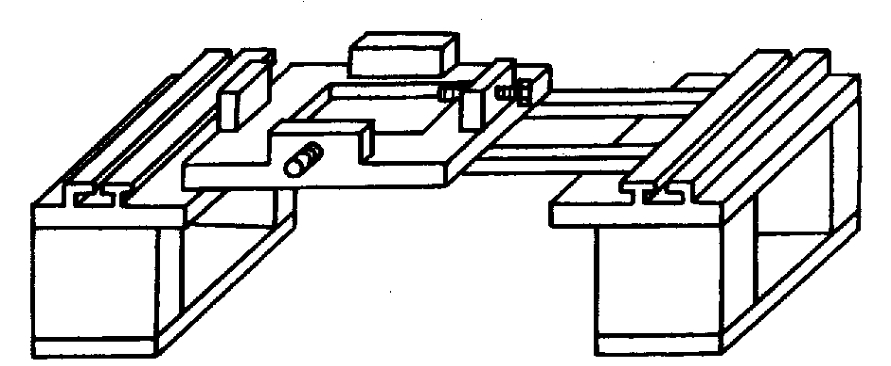
图5-51 复式支撑方式
(2)工件的装夹位置校正 工件在机床上的位置校正一般采用划线法找正和百分表找正法。常用的找正方法有:
① 用百分表找正 如图5-52所示,用磁力表架将百分表固定在丝架或其他固定位置上,百分表的测量头与工件基面接触,往复移动工作台,百分表指针的偏摆范围应在所要求的误差范围内;否则应调整工件的位置,直到工件位置正确为止。找正应在相互垂直的三个坐标方向上分别进行。
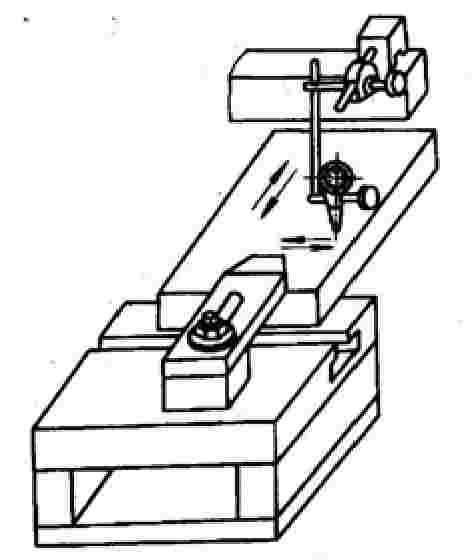
图5-52 用百分表找正
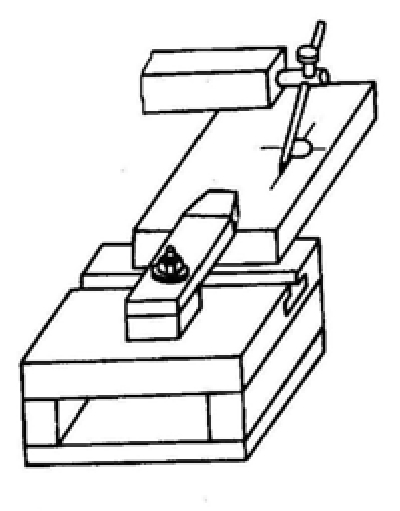
图5-53 划线法找正
② 划线法找正 如图5-53所示,用固定在丝架上的划针瞄准工件上已划好的纵横基准线,慢速往复移动工作台,通过目测划针与工件纵横基准线间的偏离情况,将工件校正到正确位置。这种找正方法适用于工件图形与定位基准间的相互位置精度要求不高时。
4.电极丝的位置校正
在电火花线切割加工中,电极丝相对于工件相对位置的准确性是非常重要的,因为电极丝的定位位置就是加工程序的起始位置,所以整个切割图形相对于模具件的位置正确性完全取决于电极丝的严格定位。正式加工之前,必须对电极丝进行严格定位。
电极丝位置的常用调整方法有以下几种:
(1)目测法 对于加工要求较低的工件,在确定电极丝与工件上有关基准间的相对位置时,可以直接利用目测或借助2~8倍的放大镜来进行观察。如图5-54所示是利用穿丝孔处划出的十字基准线,分别沿划线方向观察电极丝与基准线的相对位置,根据两者的偏离情况移动工作台,当电极丝中心分别与纵横方向基准线重合时,工作台纵、横方向上的读数就确定了电极丝中心的位置。
(2)火花法 火花法如图5-55所示,移动工作台使工件的基准面逐渐靠近电极丝,当刚开始出现电火花时,记下工作台的相应坐标值,然后根据放电间隙的大小就可以推算出电极丝中心的当前坐标值。此法通过电极丝与工件间的火花产生来推算电极丝的坐标位置,会因电极丝靠近基准面时产生的放电间隙,与正常加工切割条件下的放电间隙不完全相同而产生定位误差。
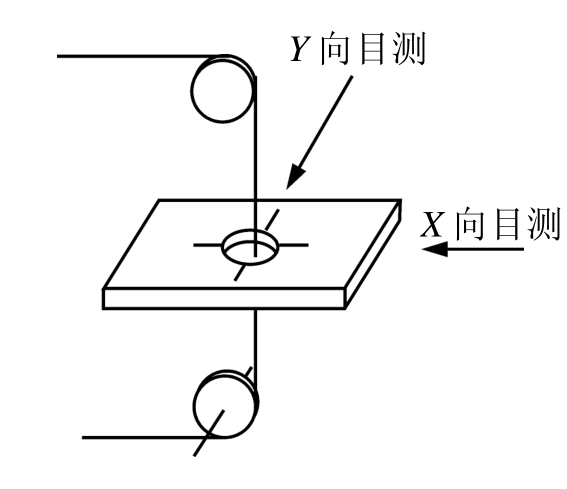
图5-54 目测调整法
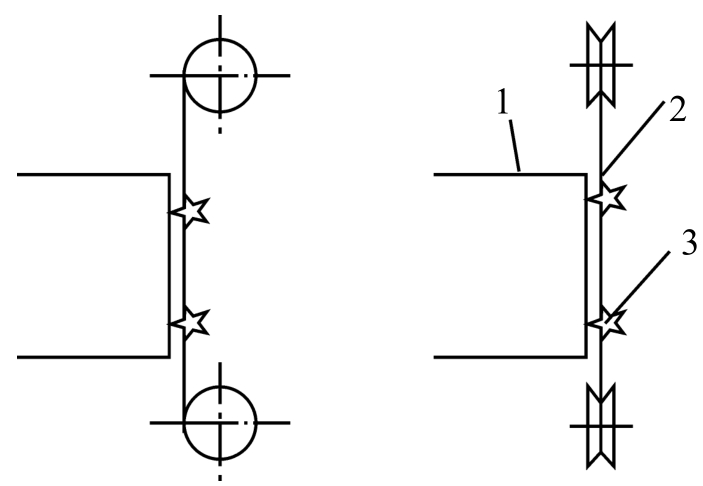
图5-55 火花法找正电极丝
1—工件 2—电极丝 3—火花
(3)自动找中心 自动找中心法,就是让电极丝在工件内孔的中心位置自动进行定位。此法就是根据线电极与工件间发生的短路信号来确定电极丝的当前位置,并由此自动求出孔的中心位置。习惯上也称为短路法。
首先关掉机床的脉冲电源,然后利用数控系统的半程移动指令G82,让线电极在X轴方向上慢速移动并与孔壁接触,系统发出了短路信号后自动返回到孔中心位置,接着在另一轴的方向进行上述过程,这样一个双向移动过程后,可以使电极丝自动定位到两次移动的中心位置。这样经过一两次重复就可大致找到孔的中心位置,如图5-56所示。重复上述过程几次,当定心误差达到所要求的允许值之后,自动定中心就可结束了。具有G82功能的数控系统的线切割机床常用这种方法来进行电极丝定位。
应该注意的是,在采用火花法校正时,应该把工件孔壁清洁干净,以防止由于孔壁的水、油碎屑、毛刺和灰尘等杂物引起搭桥短路,产生火花位置的误差。另外,在用短路法时,一定注意关掉脉冲电源,以防烧坏工件内孔。
图5-56 用G82自动校正电极丝位置
上一篇:根本就不存在什么“新内人党”
下一篇:“教育即生活”与“生活即教育”






