
子任务四 液压缸的修理
一、任务
本任务是修理如图3.7所示的液压缸。
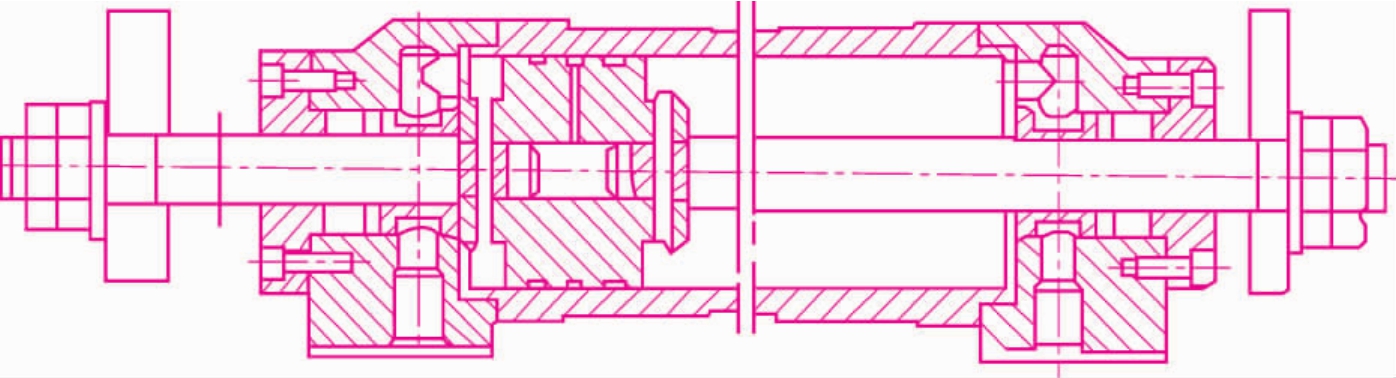
图3.7 液压缸装配图
二、任务准备
1.工具准备
呆扳手、内六角扳手、活扳手、钩头扳手,冲子、手锤、拉卸工具、可调节研磨棒。
2.量具准备
V形铁、百分表、磁性表座。
三、任务实施
1.液压缸的拆卸
①参考工作台的拆卸,本节不再重复。
②按图3.7所示,用呆扳手卸下液压缸两端的油管,并做标记。分别用活扳手将活塞杆两端的螺母卸下。用拉卸工具将油缸两端支座定位销卸下,用内六角扳手将液压缸两端的支座螺钉卸下。用吊车将液压缸吊至平台。用六角扳手将油缸端盖螺钉卸下,再卸下端盖,取出密封圈。用拉卸工具将两支座从液压缸中卸下,将活塞从液压筒中抽出来。用冲子卸下活塞与活塞杆连接锥销。将活塞置于平板上,活塞杆用铁丝挂在架子上。将所有的零件放在固定的盘中。
安全提示
1.吊装液压缸时,两脚应站在滑鞍座垂直投影之外,且按照吊装工艺规定吊装。
2.使用拉卸工具时,手应握在拉卸工具的手柄和滑锤碰撞面之外。
2.液压缸组件的清洗和检查
将液压缸组件进行两次清洗。检查标准件是否符合国标,对不符合要求的予以更换。检查油管两端有没有破裂、油管有没有破损,对不能再用的予以更换(也可以将破裂处去掉,从新焊接)。对更换的油管,首先加热后迅速放入冷水,然后用铆管器完成管的端部处理。更换密封圈。
安全提示
1.清洗过程中,对油盆周围要注意防火。
2.清洗零件时应注意零件的毛刺,修复零件时要注意零件的棱角,以免造成伤害。
四、液压缸修复工艺
1.校直活塞杆
①检查活塞杆弯曲度:如图3.8所示,将拆卸下来的活塞杆放在V形铁上,转动活塞杆,每隔150mm的距离用百分表检查一次。如果弯曲度超差,可用校正器调直,调直后必须进行定性热处理。如果弯曲较大则须更换活塞杆。
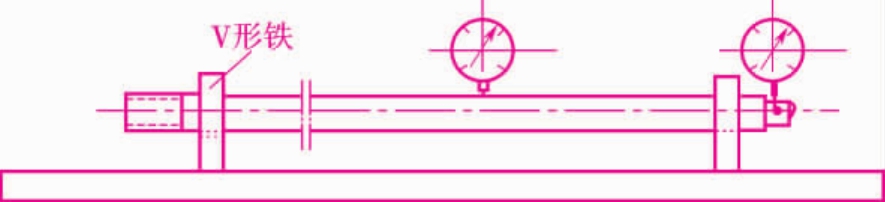
图3.8 活塞杆弯曲度检查
②检查φ20mm与φ18mm的不同轴度:如图3.8所示,转动活塞杆,用百分表检查φ20mm与φ18mm的不同轴度。如果超差则以φ20mm为基准,修整φ18mm至符合检测要求。修整后活塞杆两端的φ18mm尺寸须一致。(应考虑与活塞孔配合H7/k6的公差要求,确定加工活塞杆两端尺寸,并做记录待配活塞)
2.液压筒内孔的检查与修理
①液压筒内孔的检查:液压筒经长期使用后,内孔往往成椭圆形和腰鼓形,因此拆卸后须用50~75mm加长杆内径百分表仔细测量,应符合检测要求。
②如果内孔无严重锈蚀、拉毛或失圆等现象,一般可用研磨棒拖研液压筒两端加以修整。(研磨棒如图3.9所示)如果液压筒严重锈蚀、拉毛或失圆等,可按本工艺进行镗磨修复。镗磨修复一般控制余量为0.1~0.15mm。镗磨或研磨后,需用内径千分表或光学平直仪检查孔的椭圆度、锥度、直线性等的精度,并使其符合检测要求。
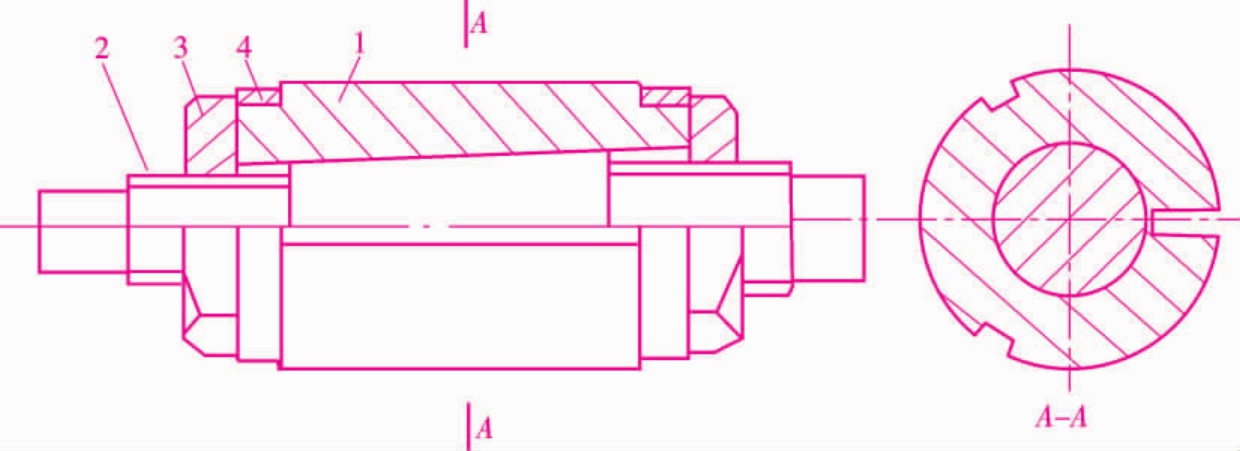
图3.9 可调节研磨棒
1—磨棒;2—调节锥棒;3—调节螺母;4—套圈
③配磨活塞:按图3.10所示,重新配置活塞,其外圆尺寸必须与修整后的液压筒内孔相配,按活塞外圆与液压筒内孔配合保持间隙0.04~0.06mm;表面结构Ra0.04μm要求保持间隙或利用原活塞加装O形环。如果活塞杆φ18mm处经修整变小,则应将活塞内孔根据其尺寸单配,其配合精度为H7/k6。
图3.10 活塞
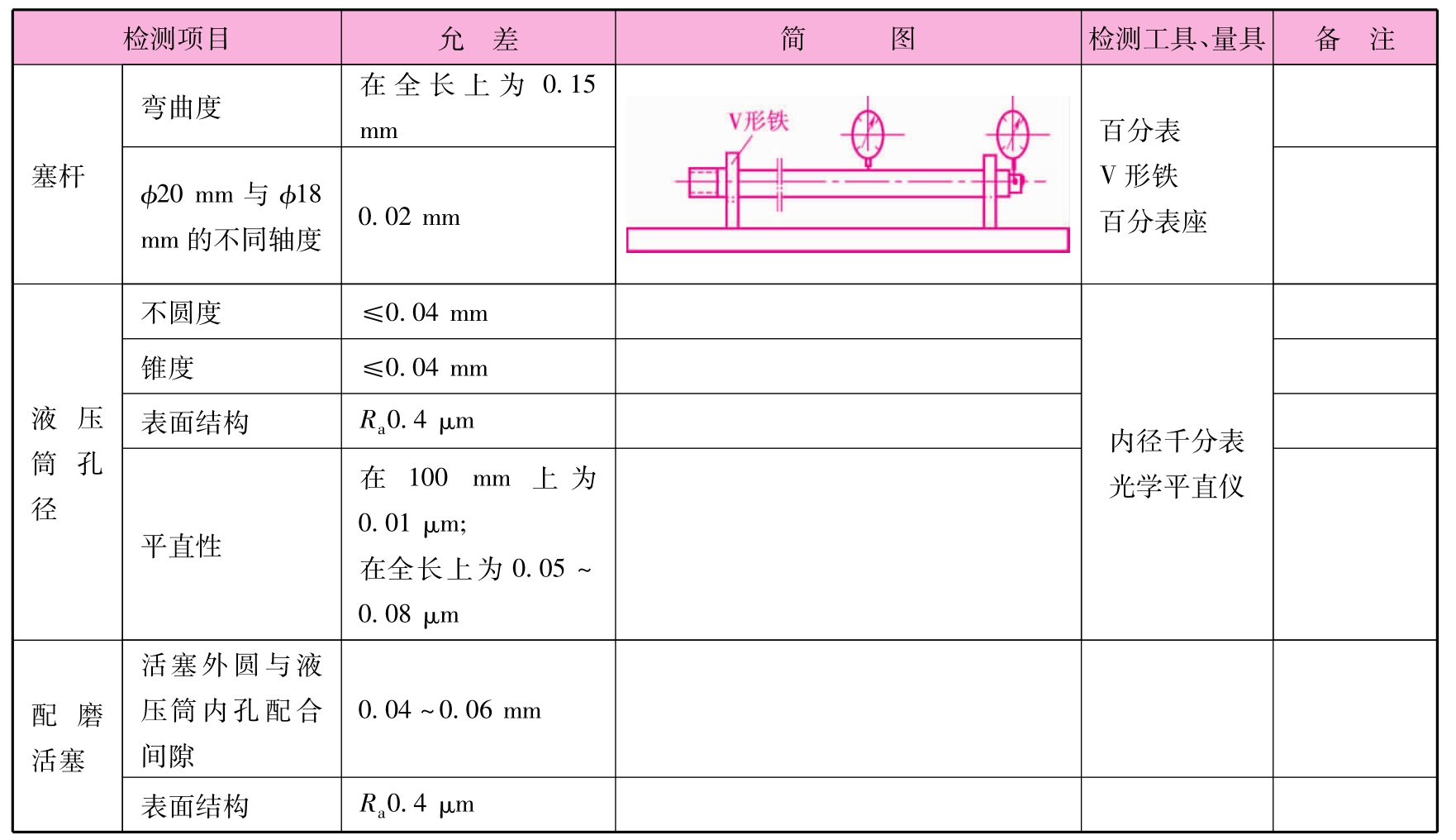
五、任务检测
六、液压缸装配
1.活塞杆与活塞连接拼装
①活塞两端的φ6mm锥销孔先钻一边,将活塞杆端部涂油,压入活塞后,对准活塞杆上原有的φ6mm锥销孔,钻穿活塞另一边,铰孔配锥销。
②如图3.11所示,活塞和活塞杆连成一体后,放在V形铁上,V形铁靠近活塞的两端,以减少本身的挠度,转动活塞杆,用百分表检查活塞和活塞杆不同轴度,其值应≤0.04mm。
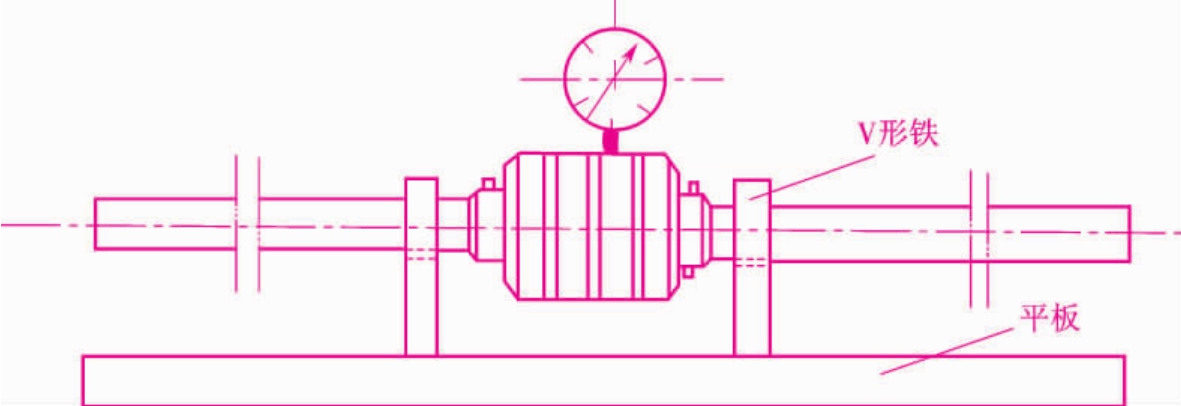
图3.11 活塞杆弯曲度检查
2.液压筒的装配
①用油石将零件表面毛刺修去,并仔细清洗零件,装配时避免杂质混进油缸内。
②活塞和活塞杆装配后,必须在V形铁上用千分表测量并校正其同轴度和全长直线精度。
③活塞涂油后将其插入油缸体内,拉动活塞,全长移动应灵活、无阻碍现象。
④将支座涂油,用铜棒采用对角敲击法,将支座压入液压筒至适当位置。(支座的下平面应与平板贴合)装上两端的密封圈。将端盖涂油,用铜棒敲击至支座端面,端盖装上后,螺钉应均匀紧固,使活塞杆在全长移动时无阻滞和轻重不均匀等现象。(端盖应分开装,每个端盖装完都应该拉动活塞杆检验至符合要求)
⑤装配后在专用平板上测量其两头的等高差,其值不得大于0.05mm,否则将油缸两端支座修磨或修刮,使其等高。
⑥用吊车将液压缸吊至床身位置,用锥销定位后将螺钉拧紧。
⑦用呆扳手按标记将油管接上。
安全提示
1.吊液压缸时,两脚应站在液压缸垂直投影之外,且按照吊装工艺规定吊装。
2.紧固螺钉时,应按国标要求使用规定的扳手和拧紧力。
3.用铜棒敲击非配合面的外缘。
4.装配活塞时,应戴防锈手套,且要认真仔细插入,不得随意敲击。
温馨提示
1.待机床几何精度回复后,再按本工艺进行装配。
2.快进液压缸也可按此工艺进行修复。
上一篇:水蒸气蒸馏装置示意图
下一篇:民法典总则编司法解释主要内容






