
七、角焊缝焊接技术
1.角焊缝平焊焊接技术
(1)焊缝装配定位焊。
首先在角焊缝的两侧端部进行点固,然后在离端部10mm距离再进行点固,如图4-101所示。
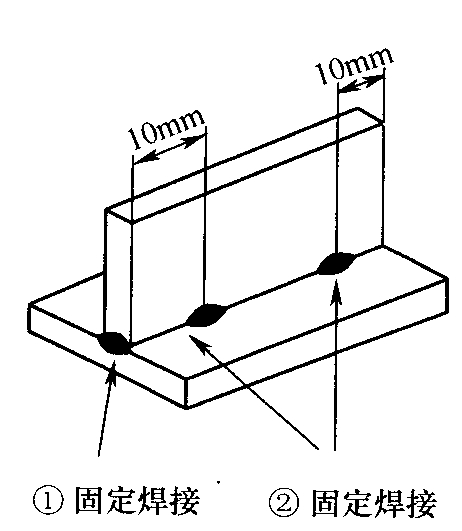
图4-101 角焊缝定位焊
(2)焊枪及焊丝角度。
焊接时,要保持电弧长度在2~3mm,钨极对准角焊缝接头根部,焊枪及焊丝角度如图4-102所示。
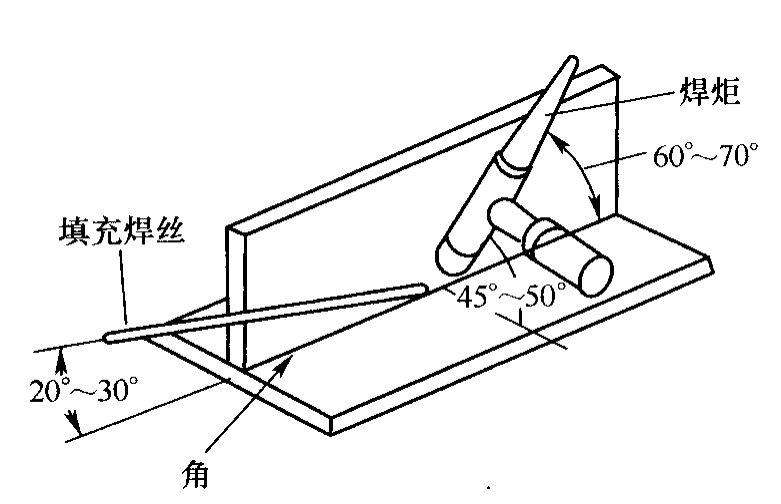
图4-102 水平角焊缝焊枪及焊丝角度
(3)填充焊丝。
确认母材的接头部充分熔化后送进填丝,填丝前端位置如图4-103所示,使熔滴自熔池的上方流入。水平角焊时,立板侧易产生咬边,底板侧易产生焊瘤。为防止这些缺陷,焊枪角度和钨极对准位置非常重要,同时也要考虑金属重力的作用。
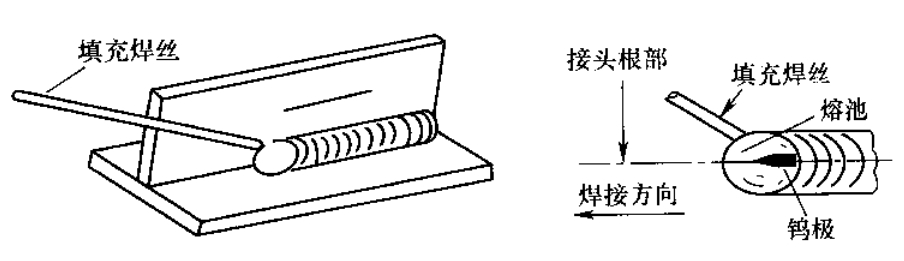
图4-103 水平角焊缝焊丝填充方法
2.角接头焊接技术
(1)焊缝装配定位焊。
焊接角接头时,工件的装配与定位焊点位置如图4-104所示。
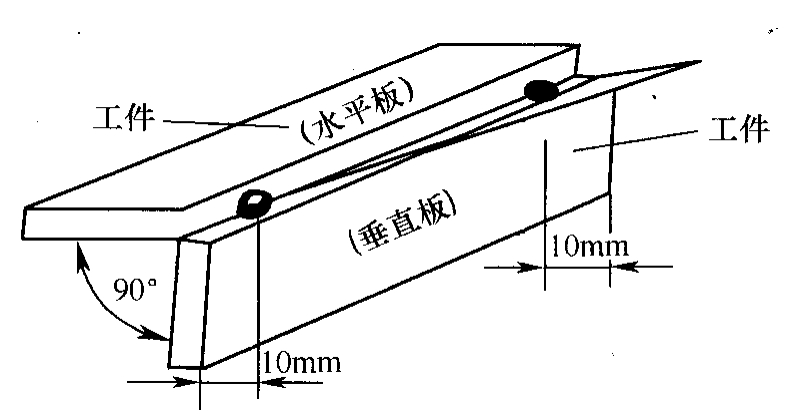
图4-104 角接头的装配与定位焊
(2)焊枪及焊丝角度。
焊丝与焊接方向成20°~30°,与母材面所成的角度与焊接方向一致。钨极前端对准水平板与垂直板的交点。焊枪及焊丝角度如图4-105所示。钨极伸出长度如图4-106所示。
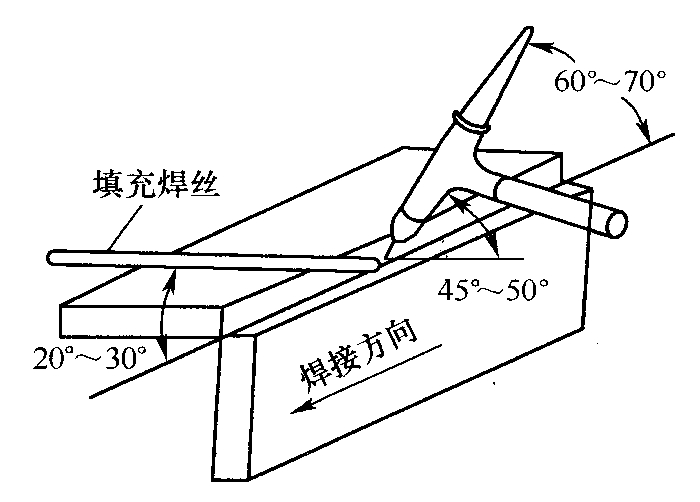
图4-105 焊枪及焊丝角度
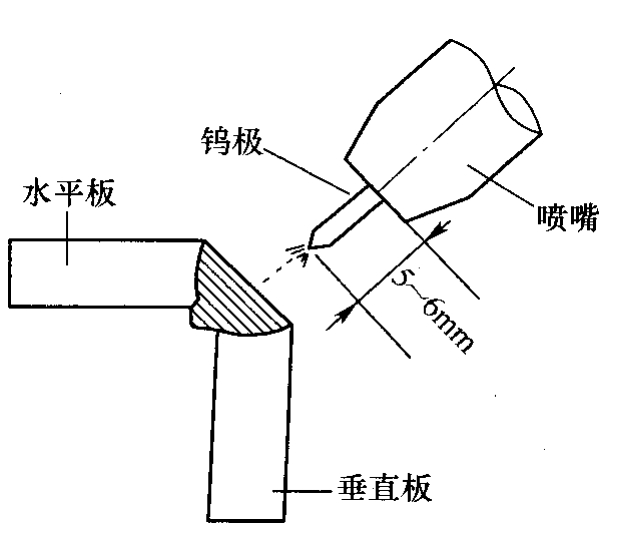
图4-106 钨极伸出长度
(3)填充焊丝。
角接头焊接时,如在坡口两侧母材熔化过多,则会产生咬边和焊瘤缺陷,如图4-107所示。故在操作中要注意熔合特征,掌握好焊枪角度、填丝角度和填丝方法,如图4-108所示。
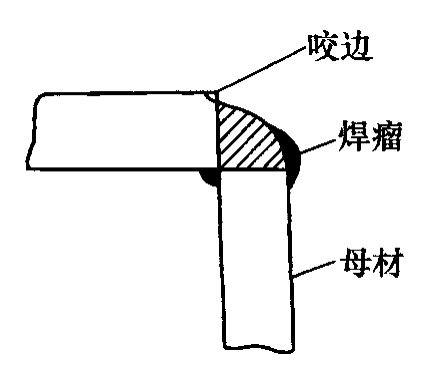
图4-107 角接头容易产生的缺陷
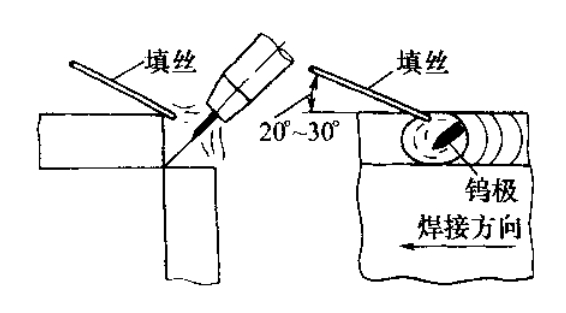
图4-108 角接头填丝方法
3.角焊缝立焊焊接技术
角焊缝立焊时,填丝熔化金属注入熔池比较困难,填丝前端容易球化,特殊情况下熔滴附着在钨极上,有时造成熄弧。另外,如果填丝不规范,会造成未焊透,焊缝呈凸形,焊缝边缘产生咬边。所以,要特别注意填丝角度、填丝位置和填丝量。
焊枪角度与焊接方向成60°~70°,与母材表面成45°,如图4-109所示。钨极前端对准接头根部,母材充分熔化后,将焊枪沿焊接方向移动。
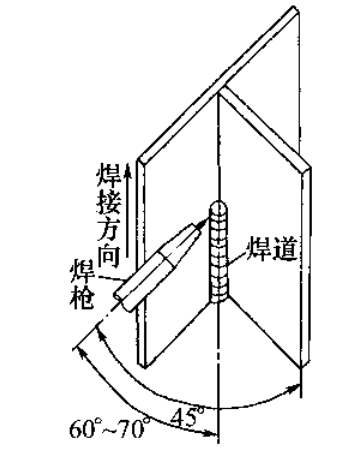
图4-109 角焊缝立焊焊枪角度
填丝与焊缝轴线成30°~40°,这样的角度便于焊丝熔化后的液流流入熔池。填丝角度如图4-110所示。填丝的尖端要处于熔池的前沿。根据目视判断熔池,进给适量填丝。
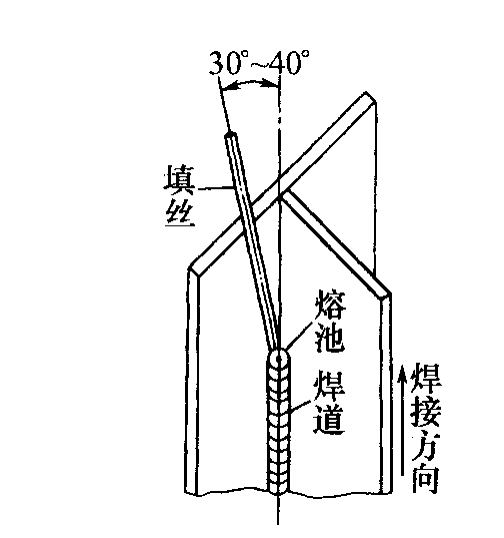
图4-110 角焊缝立焊焊丝角度
4.角焊缝横焊焊接技术
横焊时,填丝操作较为困难。即使电弧长度、焊枪角度、焊接电流、焊接速度等适当,如果填丝不均匀,也易造成焊缝成形不良、咬边、焊瘤等缺陷,因此,要特别注意填丝的均匀操作。
焊枪角度如图4-111所示。
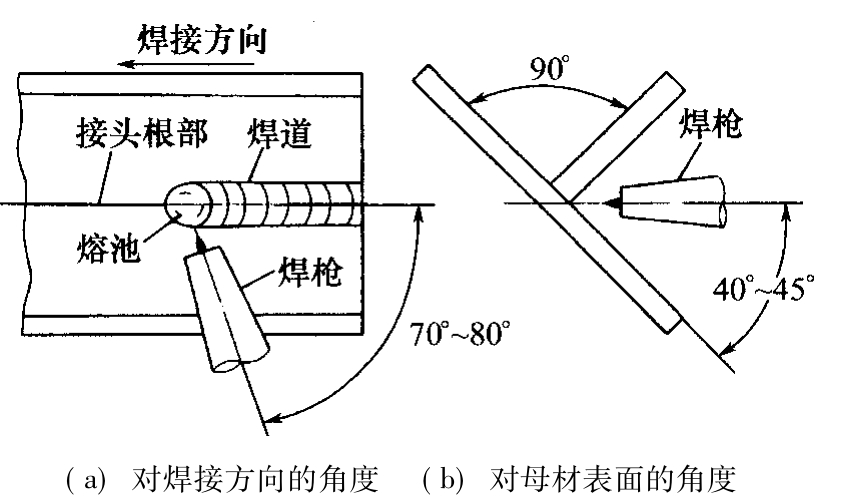
图4-111 角焊缝横焊焊枪角度
焊丝的前端位于熔池前沿偏上处,如图4-112所示。接头根部充分熔化并出现适当的熔池形状后,填充适量的焊丝。焊缝的宽度应为4~5mm,焊缝表面要平滑,以略呈凹状为佳。
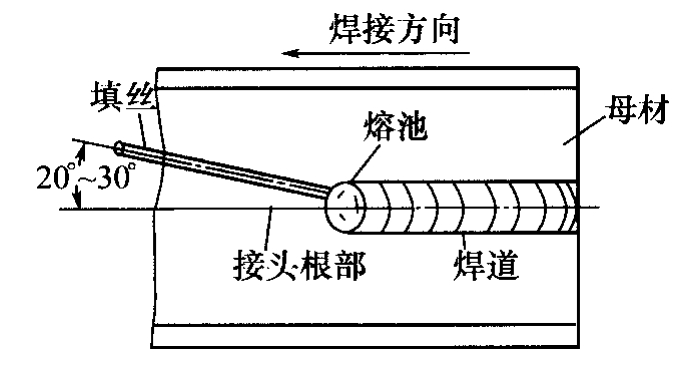
图4-112 角焊缝横焊填丝方法
5.角焊缝仰焊焊接技术
角焊缝仰焊时,焊枪角度与焊接方向成80°~90°,与母材表面成40°~50°,如图4-113所示。电弧长度2~3 mm,钨极前端始终对准接头根部略偏上方的位置。
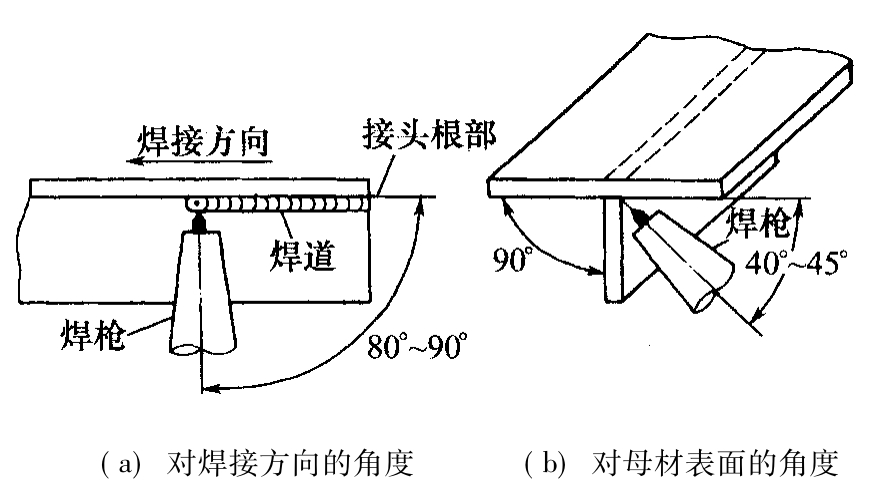
图4-113 角焊缝仰焊焊枪角度
焊丝的前端应处于熔池中心偏上方的位置,如图4-114所示。确认接头根部充分熔化后,并根据熔池大小供给适量的焊丝,注意不要产生熔化金属的下垂以及熔透不良。焊缝宽度以4~5mm为佳。仰焊时尤其要注意尽量使焊接姿态舒适自如,这样才能稳定地运行焊枪和正确而均匀地填丝,最终获得优质接头。
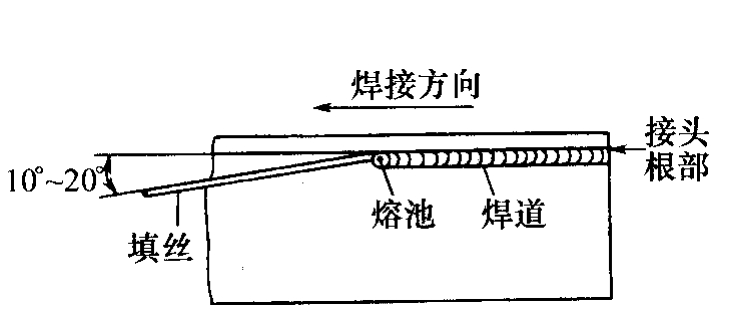
图4-114 角焊缝仰焊填丝方法
上一篇:描述研究的概念及其基本特征
下一篇:血浆型钠尿肽测定





.jpg)