
1.5 毛坯的选择
在制订工艺规程时,正确选择毛坯有着重大的技术经济意义。
1.5.1 毛坯的种类
机械加工时常见的毛坯主要有:铸件、锻件、型材和组合毛坯。
1)铸件
形状复杂的零件毛坯,宜采用铸造方法制造。目前铸件大多用砂型铸造,只有质量要求较高的小型铸件可采用特种铸造(如金属型铸造、压力铸造、离心铸造和熔模铸造等)。
2)锻件
锻件有自由锻造锻件和模锻件两种。
自由锻造锻件可用手工锻打(小型毛坯)、机械锤锻(中型毛坯)或压力机压锻(大型毛坯)等方法获得。这种锻件的精度低,生产率不高,加工余量较大,而且零件的结构必须简单,适用于单件和小批生产,以及制造大型锻件。
模锻件的精度和表面质量都比自由锻件好,而且锻件的形状也可较为复杂,因而能减少机械加工余量。模锻的生产率比自由锻高得多,但需要特殊的设备和锻模,故适用于批量较大的中小型锻件。
3)型材
型材分热轧和冷拉两类。一般零件大多采用热轧型材。冷拉型材精度较高、尺寸较小,用于对毛坯精度要求较高的中小型零件。冷拉型材适用于自动机床,但价格较贵,多用于大批量生产。
4)组合毛坯
铸件、锻件、型材和经局部机械加工的半成品组合在一起,也可作为机械加工的毛坯。这种毛坯一般用焊接来组合,可以节省毛坯的制造费用和材料费用。常用的组合毛坯有下列几种:
(1)先将板料切断或冲压成形,然后焊成毛坯。在单件小批生产时,用焊接件取代铸件,不需制造木模,可以大大缩短生产周期。
(2)将机械加工的半成品或锻压件装入铸型,然后浇注成整体毛坯,如用钢套镶铜铸成的滑动轴承。
(3)先铸或锻成各部分,将结合面加工后,焊成整体毛坯。这种方法用在由于设备条件的限制不可能一次铸成或锻成整体的大型毛坯。
1.5.2 毛坯种类的选择
毛坯的形状和特性(硬度、精度、表面质量和组织等)对机械加工的难易、工序数量的多少和所需工作量的大小有直接的影响。因此,选择毛坯在制订工艺规程时,占有相当重要的位置。
在具体选择毛坯的种类时,应全面考虑下列一些因素:
1)生产规模
当零件产量较多时,应选择精度和生产率都比较高的毛坯制造方法,如模锻和金属型铸造等。这样用于毛坯制造的设备和装备费用,可以由材料消耗的减少和机械加工费用的降低来补偿。零件的产量较少时,应选择精度和生产率较低的毛坯制造方法,如自由锻造和手工造型铸造等。
2)零件的结构形状和尺寸
它决定所采用毛坯制造的可行性和经济性。例如,各种阶台轴,若各阶台直径相差不大,可直接选取热轧圆钢;若各阶台直径相差较大,为节约材料和减少机械加工的工作量,则应选择锻件毛坯。大型零件一般只能选择毛坯精度和生产率都比较低的砂型铸造和自由锻造的毛坯,也可考虑采用焊接件,将钢板焊接成所需的结构,如箱体、机床床身等。对于形状复杂而精度要求较高的小零件,可采用压力铸造、熔模铸造等方法,制成的毛坯可不需或少量进行机械加工。
3)零件材料的性能
如零件材料为铸铁或青铜,均不可锻造,只能选取铸件。重要的钢质零件,如机床主轴、精密丝杠等,为了保证其良好的力学性能,不可直接选取轧制型材,而应采用锻件。
除此之外,选择毛坯时,还要考虑到本厂毛坯制造的实际工艺水平、设备状况及外协的可能性和经济性。必要时应组织外厂协作生产,这样既简化了本厂产品制造的管理工作,又可促进社会毛坯制造专业化生产的发展,从整体上取得更好的经济效益。
1.5.3 毛坯的形状和尺寸
毛坯制造尺寸和零件尺寸的差值称为毛坯加工余量,毛坯制造尺寸的公差称为毛坯公差。毛坯的加工余量和公差同毛坯的制造方法有关,可参照有关工艺手册和部门或企业的标准确定。
毛坯的形状和尺寸,除应考虑毛坯的加工余量外,还应考虑到毛坯制造、机械加工和热处理等工艺因素的影响。从机械加工艺方面考虑确定毛坯的形状和尺寸时,应注意下列问题:
1)增加工艺搭子
为了加工时工件安装的平稳,有些铸件的毛坯要增加工艺搭子。如测量用平板的底面,只能用三个平面作为三点支承,但加工时需增加三个小平面作为工艺搭子,如图1.8所示。当平板表面加工后,再将工艺搭子切平。
2)制成整体毛坯
为了保证有些零件的加工质量,如磨床主轴箱部件中的三块轴瓦(图1.9)、车床溜板箱中的开合螺母外壳、变速拨叉等,同时也为加工方便,可将这些零件做成整体毛坯,加工到一定阶段后再切割分离。
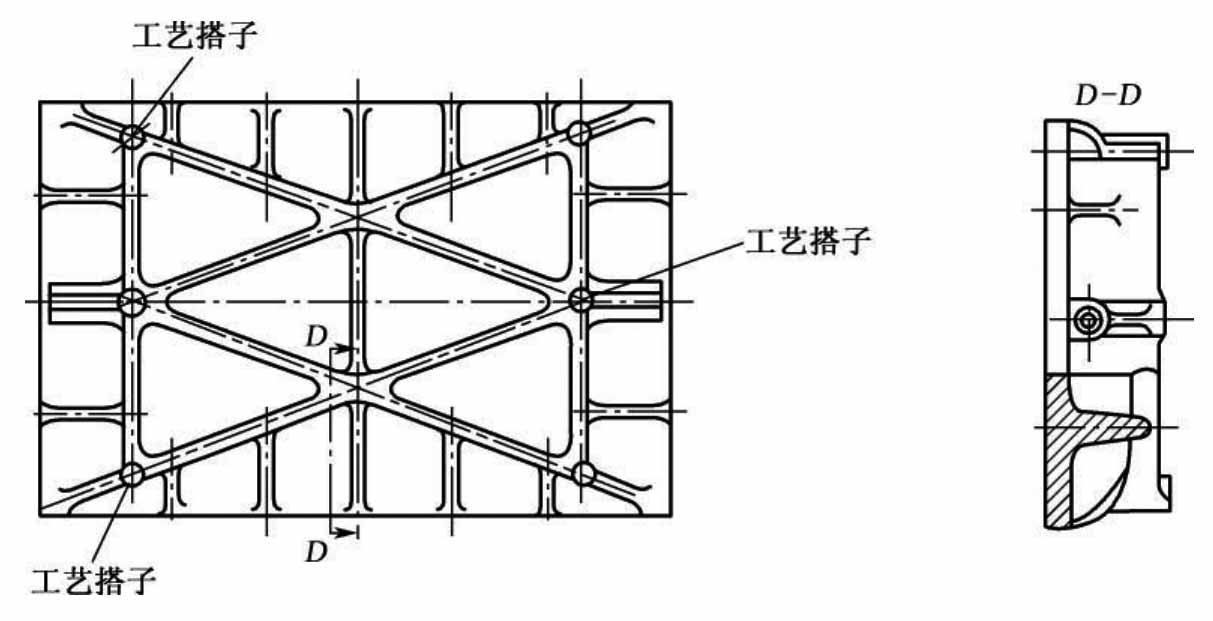
图1.8 具有工艺搭子的平板毛坯
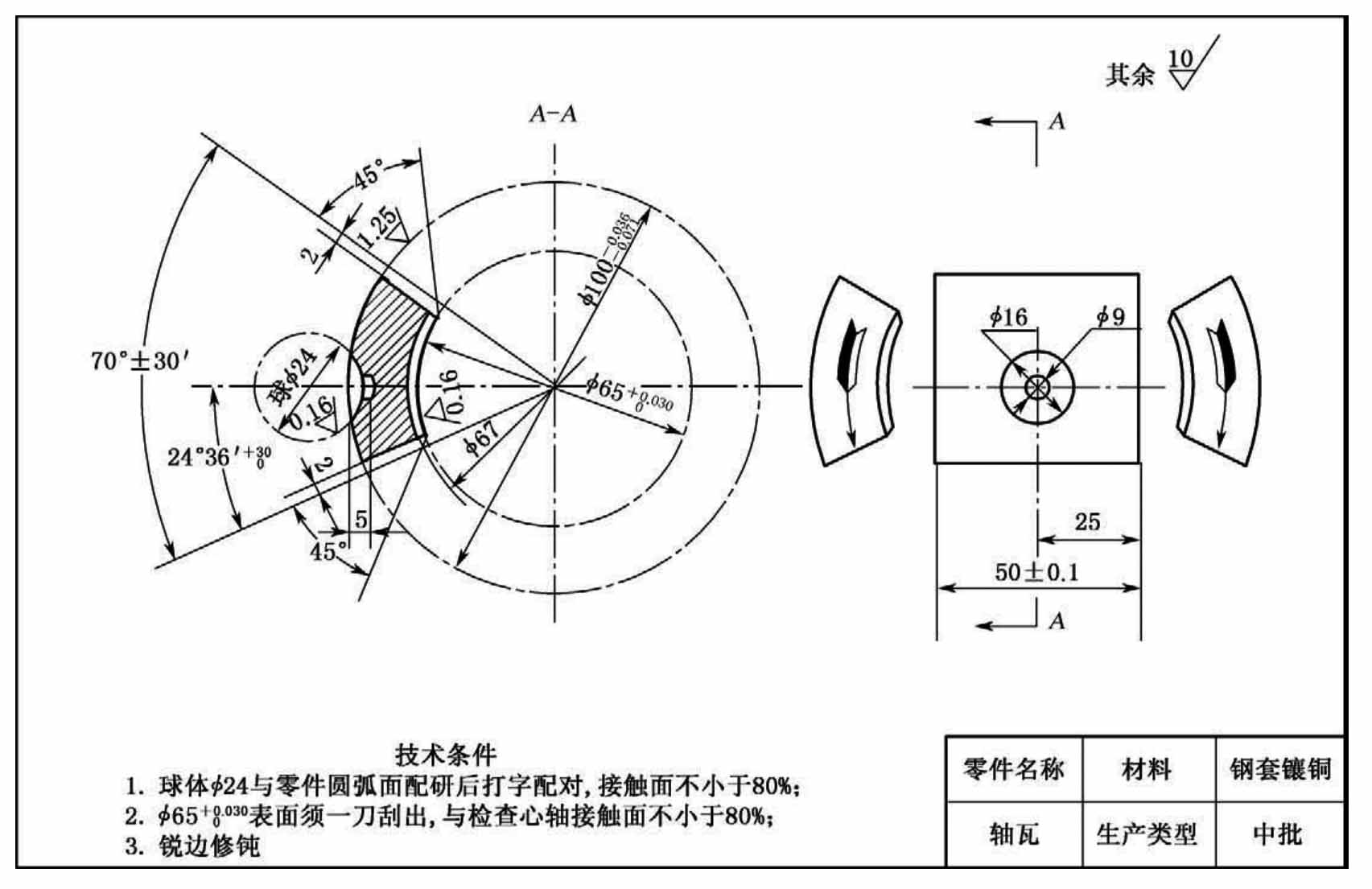
图1.9 磨床主轴轴瓦
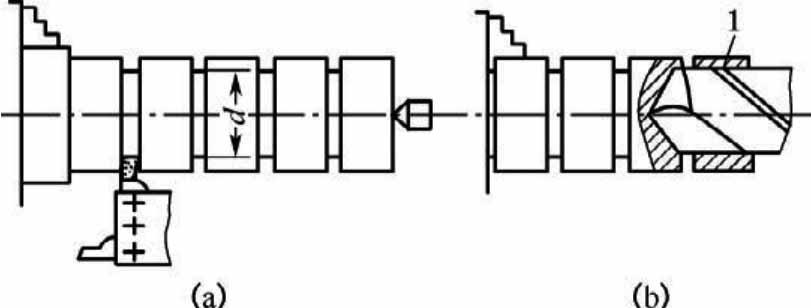
图1.10 薄环的整体毛坯及加工
(a)毛坯装夹及车削 (b)钻削并分离
3)采用长毛坯加工后切割分离
对于垫圈和螺母等薄形零件,在选择棒料、钢管和六角钢料等作为毛坯时,都可采用较长的毛坯以提高机械加工的生产率。为了减少工件装夹变形,确保加工质量,对一些薄壁环形零件,也应将多件合成长毛坯。图1.10为薄环零件,其毛坯可取一段长的圆钢。毛坯装夹在车床上,经过车外圆、车槽和钻孔后分离成单件。这种方法既提高了生产率,又使零件加工时变形很小,确保零件的加工质量。





