
四、旋压加工工艺因素
1.变薄率
ε=(t0-t)/t
式中:t0——旋压前壁厚(mm);
t——旋压后壁厚(mm)。
ε过小成形较困难,生产效率低。ε过大,壁厚公差变大,且易产生毛刺及鱼鳞状叠层等缺陷。
推荐ε=18%~30%。
2.旋压次数
坯料塑性越差,工件的厚度越厚,旋压成形次数越多。旋压数一般以4~5次为宜,只有壁厚很薄、形状又简单的零件,可以一次成形。
3.旋压方向
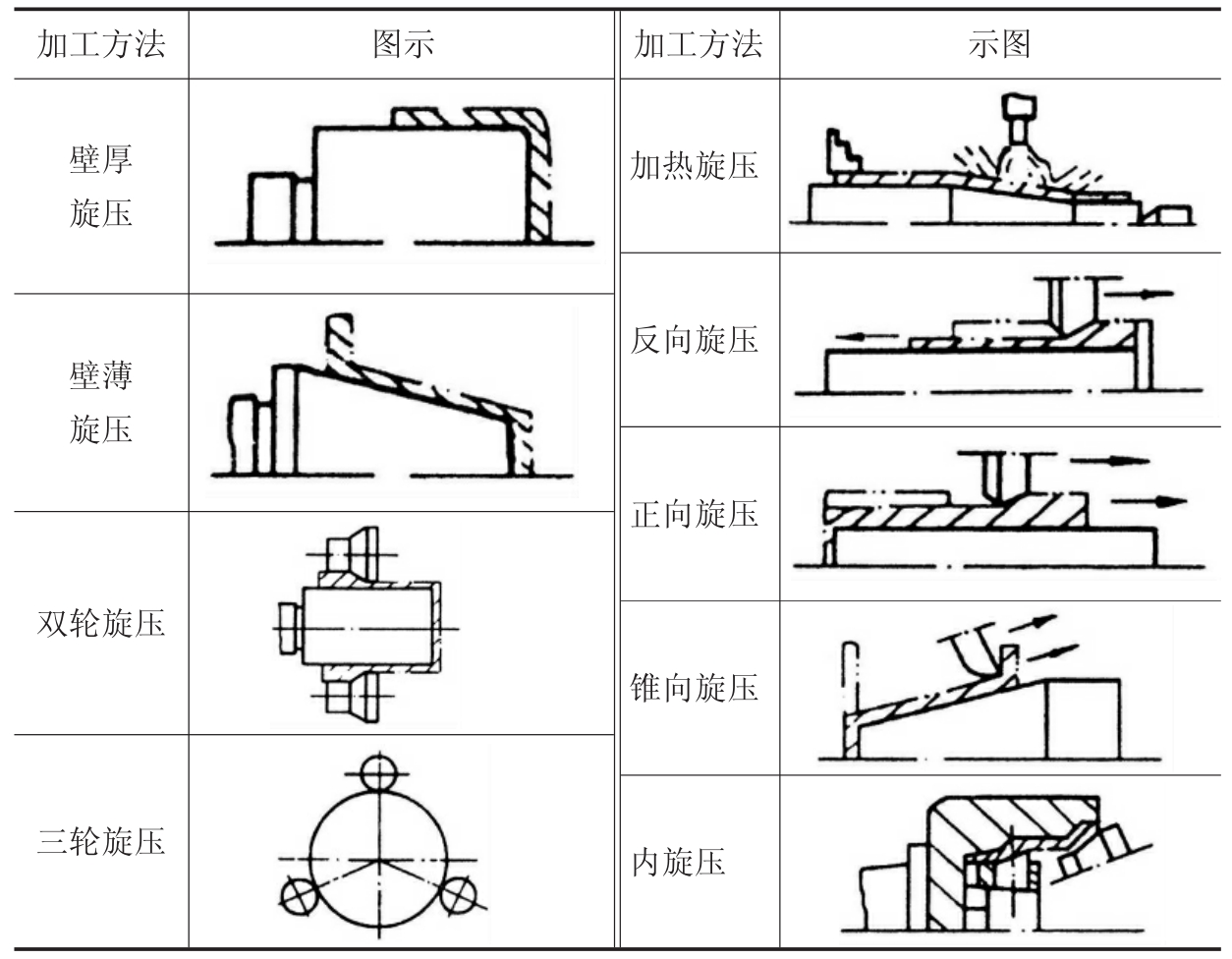
正旋时壁厚公差、内径公差均大于反旋,故一般采用反向旋压法。也可根据加工特点,选用正向旋压法。见表6-5。
表6-5 旋压成形加工方法
4.旋压用量
心模线速度一般选用v=0.5~1m/s;旋压纵向进给量f纵=0.1~0.4mm/r。
5.旋压温度
对于厚度大于5mm或会引起加工硬化的坯料,不能在常温下加工,应考虑采用火焰局部加热旋压或增加中间退火处理来增加塑性,降低变形抗力,提高材料的可旋性。另外,也可利用摩擦生热原理,应用成形工具对高速旋转的工件加一定压力,使工件摩擦生热实现热旋压加工。
6.冷却润滑
常用二硫化钼或氯化石蜡润滑脂进行冷却,以防金属黏附到旋压轮上。
7.其他要求
要求车床振动小,精度好,以保证旋压过程能平稳而正常地进行。
下一篇:无创血压测量





