
第一节 磨光与抛光
一、磨光
磨光是对金属粗糙不平的表面进行整平处理的机械加工,可除去制品表面上的毛刺、砂眼、焊疤、划痕、腐蚀斑、氧化皮以及各种宏观缺陷,使金属表面光滑平整。磨光是在粘有磨料的磨轮上进行的。
1.磨光工艺
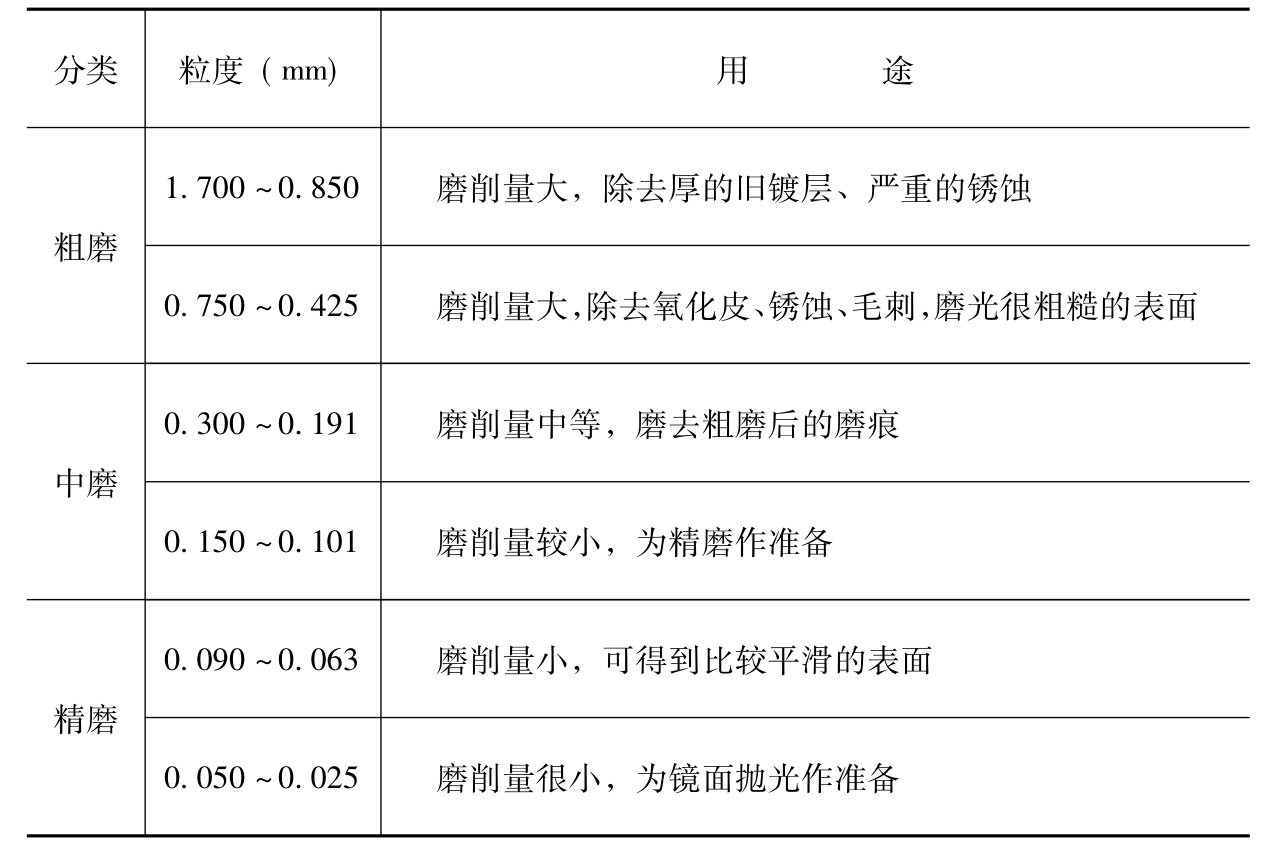
(1)磨料的选择。常用磨料特征与用途见表1-1,磨料的粒度见表1-2。
表1-1 磨料的特征与用途
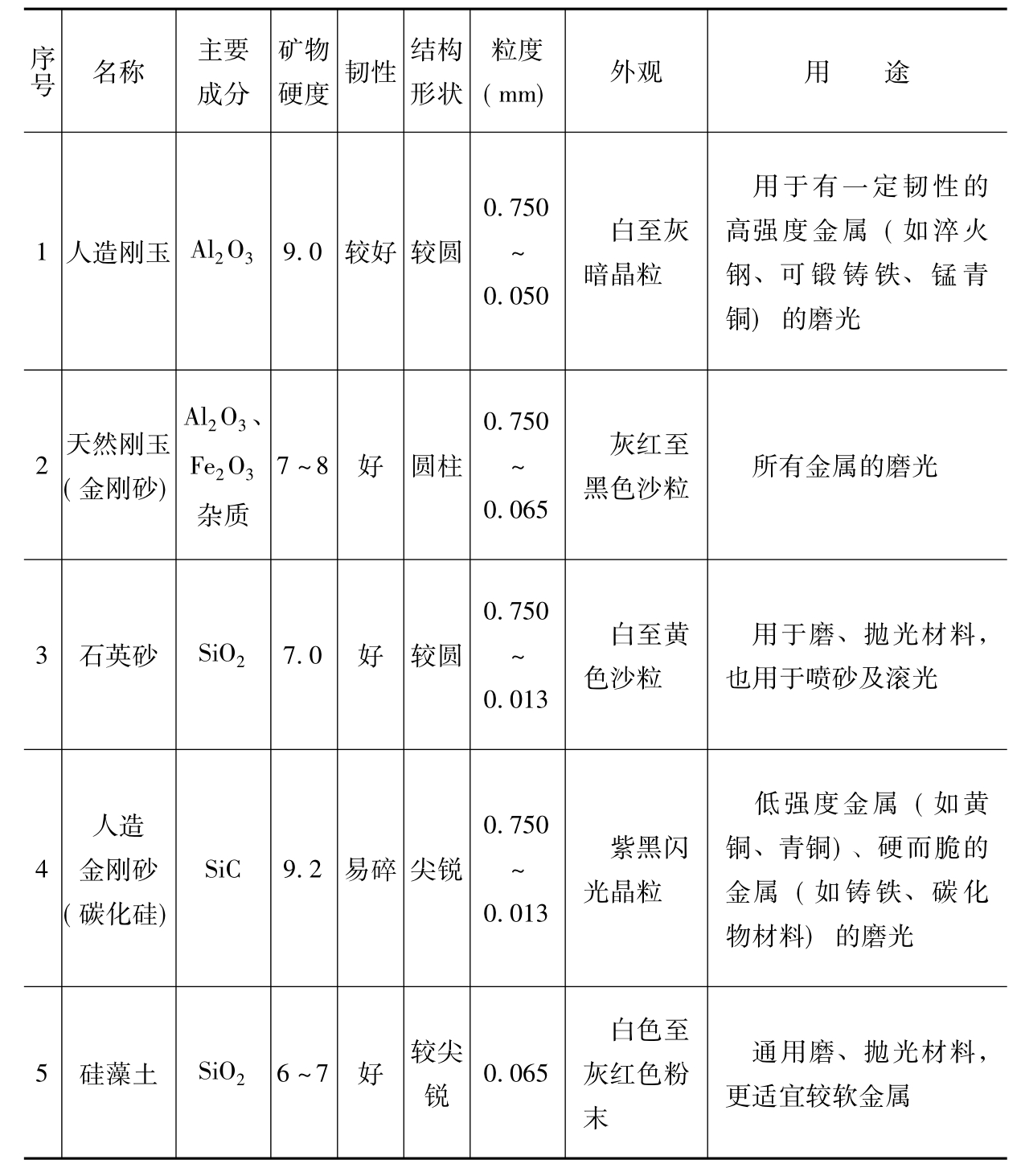
表1-2 磨料的粒度
(2)磨光速度。
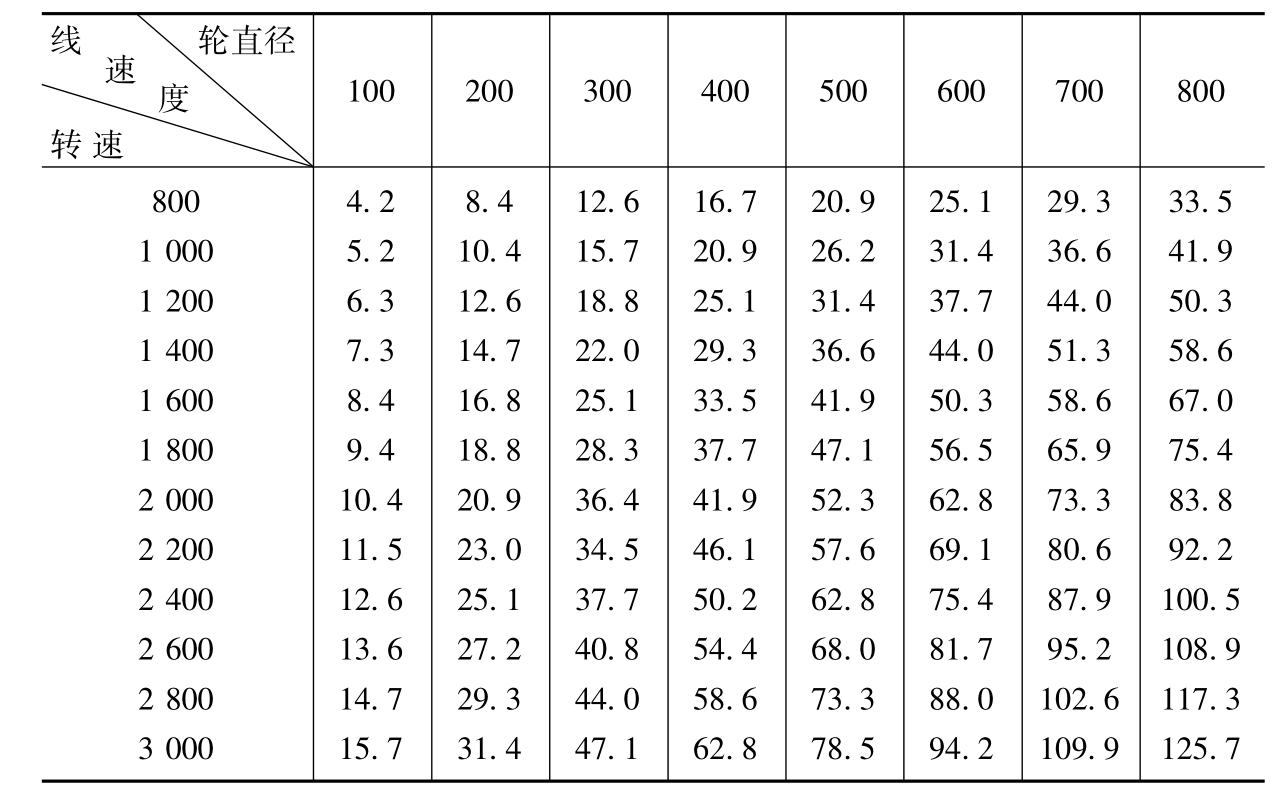
磨光是在粘有磨料的磨轮上进行的,磨光轮旋转的圆周速度与磨光效果关系密切,根据基体材料和对表面光洁度的不同要求,应选择不同的圆周速度。不同基体材料磨光时要求的圆周速度见表1-3,不同直径磨光轮的圆周速度与转速的关系见表1-4。
表1-3 不同基体材料磨光时适宜的圆周速度
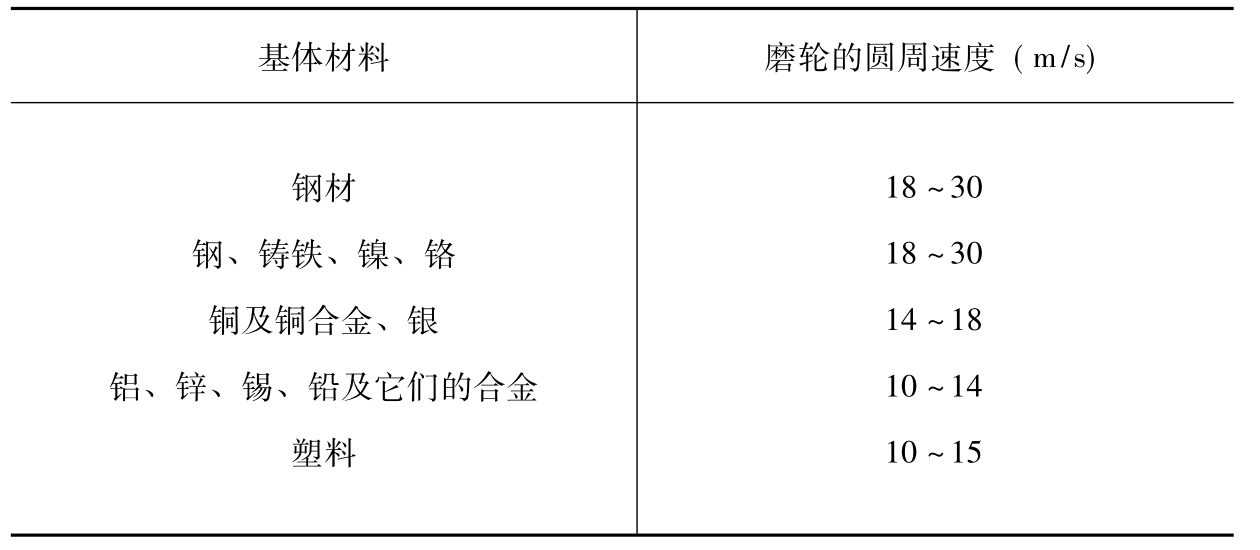
表1-4 线速度(m/s)与轮直径(mm)及转速(r/min)的关系
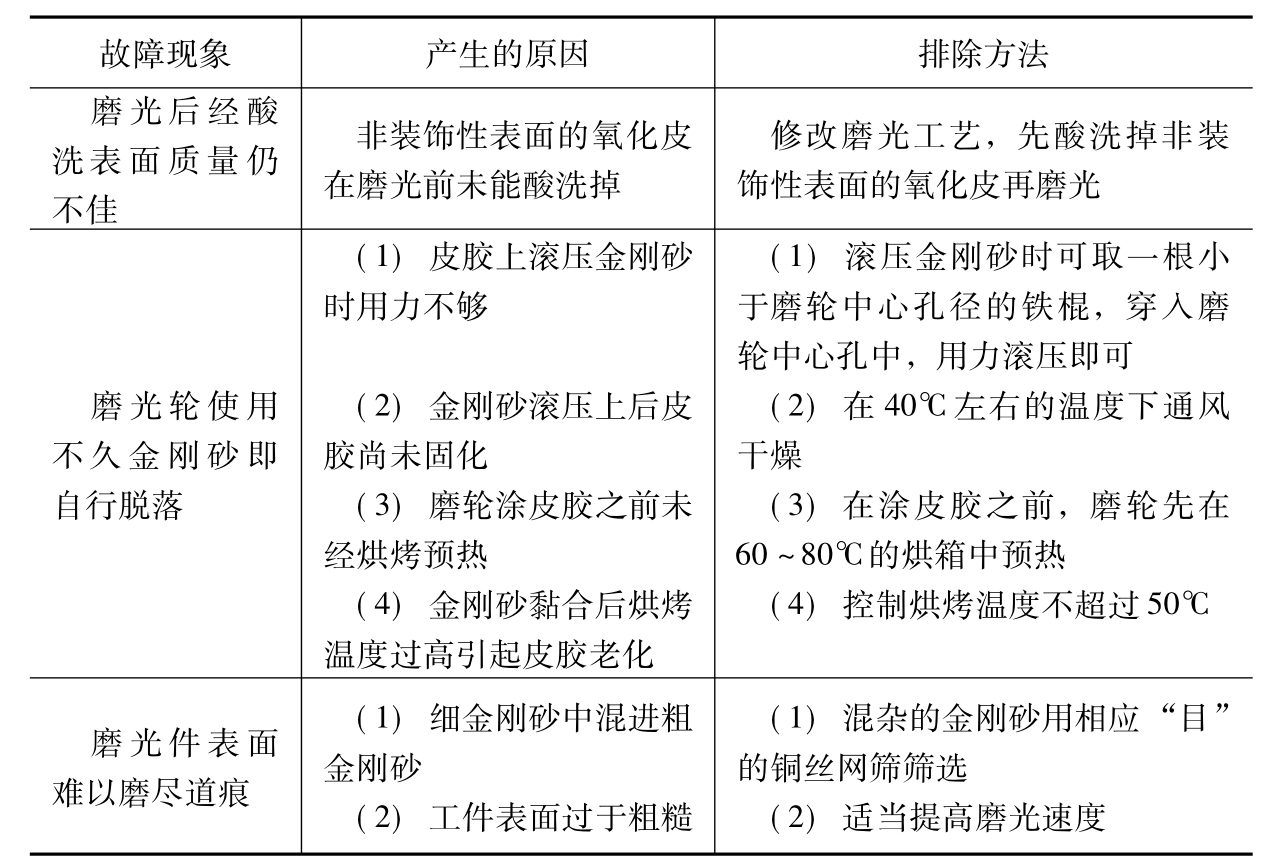
2.常见的问题及排除的方法
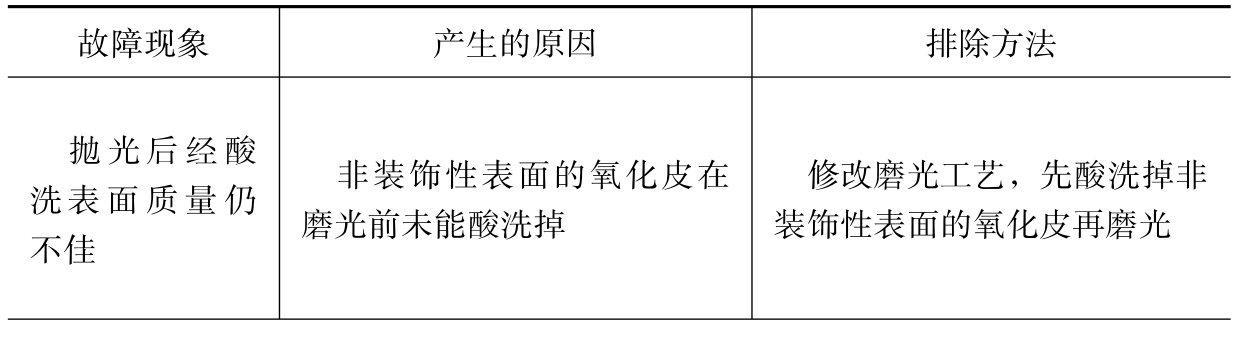
在磨光过程中常见的问题及排除的方法见表1-5。
表1-5 磨光过程中常见的问题及排除的方法
二、抛光
抛光的目的是消除金属部件表面的微观不平,并使它具有镜面般光泽,同时也可以提高部件的耐蚀性。可以采用手工抛光,也可以采用机械抛光。抛光分为粗抛、中抛与精抛。粗抛是用硬轮对基材表面进行抛光,它对基材有一定的磨削作用,能去除粗的磨痕。中抛是用较硬的抛光轮对经过粗抛的表面作进一步的加工。它能去除粗抛留下的划痕,产生中等光亮的表面。精抛则是抛光的最后工序,用软轮抛光以获得镜面光亮的表面,它对基材的磨削作用很小。抛光可用于金属部件镀前的表面处理,也可用于镀后的精加工。
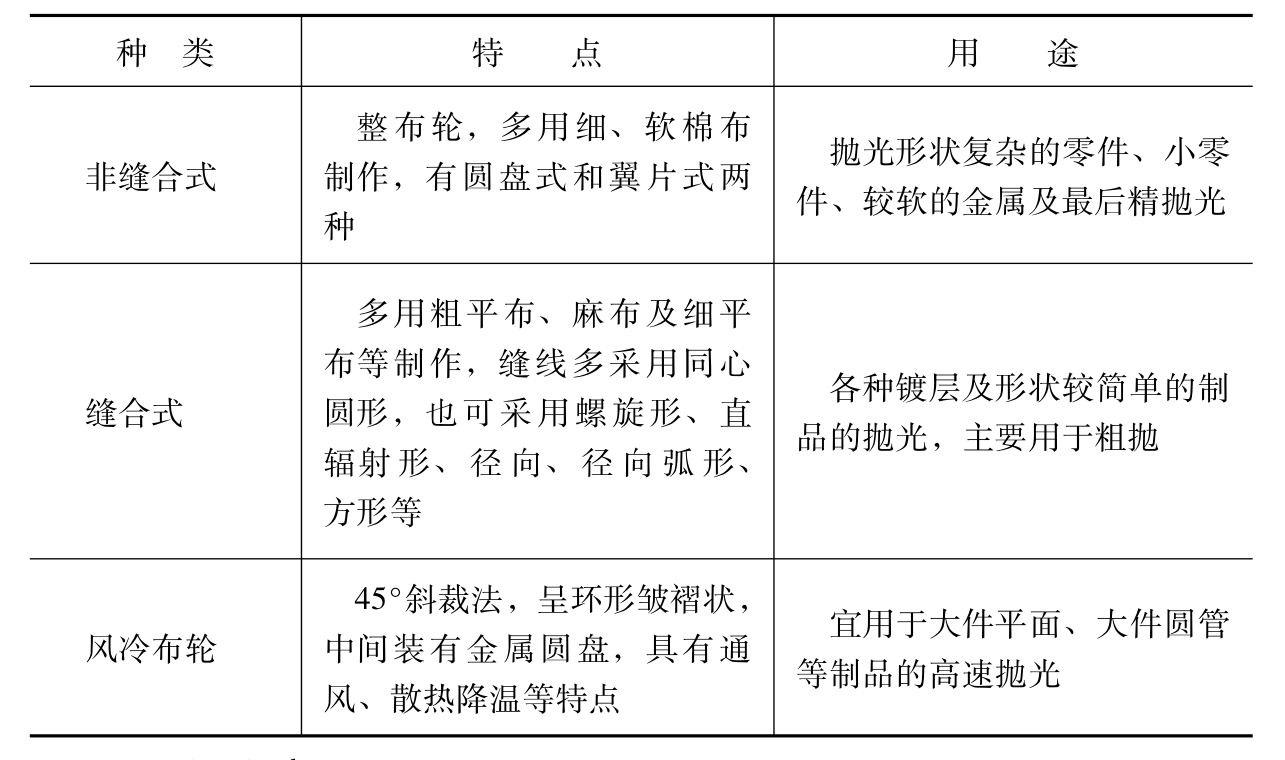
1.抛光轮
抛光轮一般用棉布、细毛毡、皮革或特种纸制作。抛光轮的硬度与缝合线的距离及材料有关。抛光轮的种类见表1-6。
表1-6 抛光轮的种类
2.抛光膏
抛光膏由微细颗粒的抛光磨料、各类油脂(如硬脂酸、石蜡等)及辅助材料制成。根据需抛光的镀层及金属来选用抛光膏。常用抛光膏的性能及用途见表1-7,其原料性能及规格要求见表1-8,其配方见表1-9~表1-11。
表1-7 常用抛光膏的性能及用途
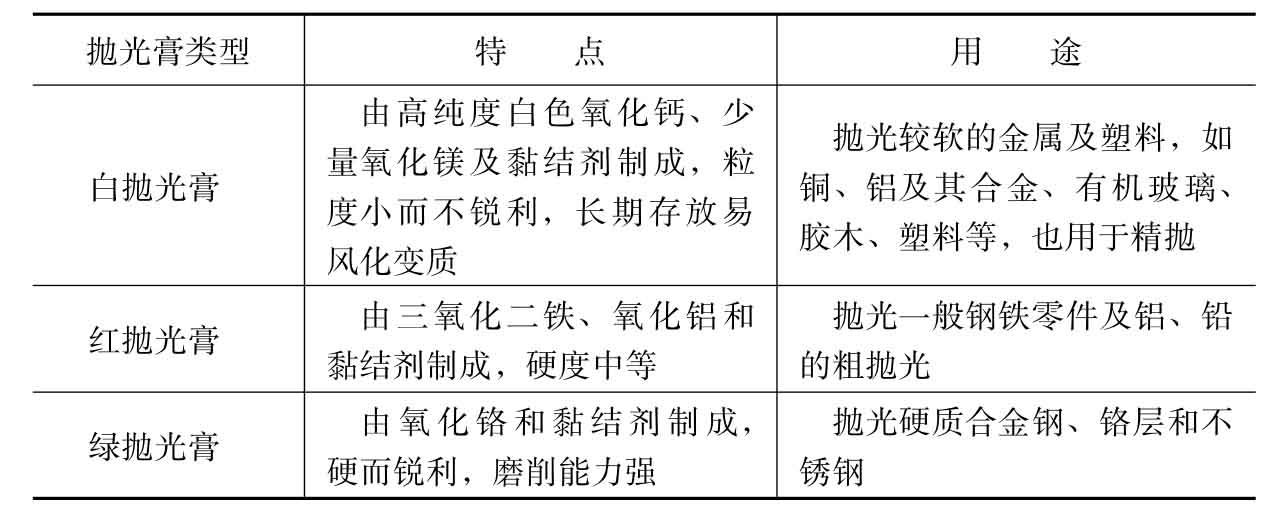
表1-8 抛光膏原料的性能及规格要求
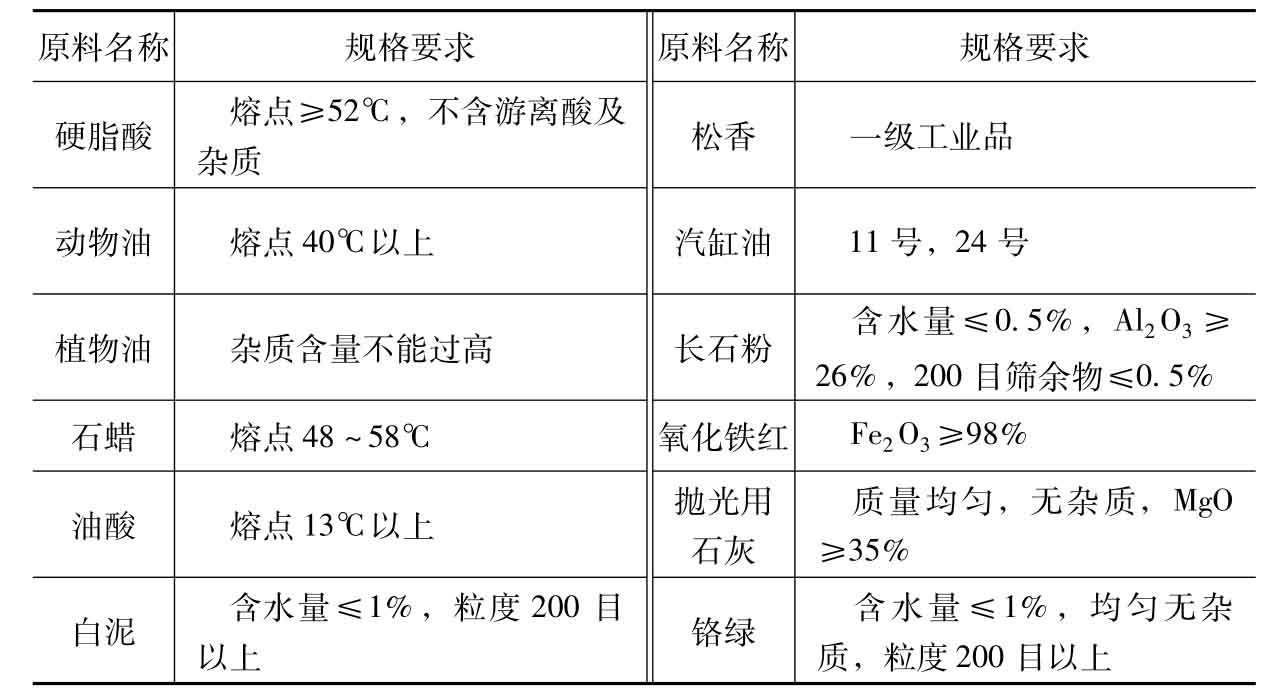
表1-9 白抛光膏的配方
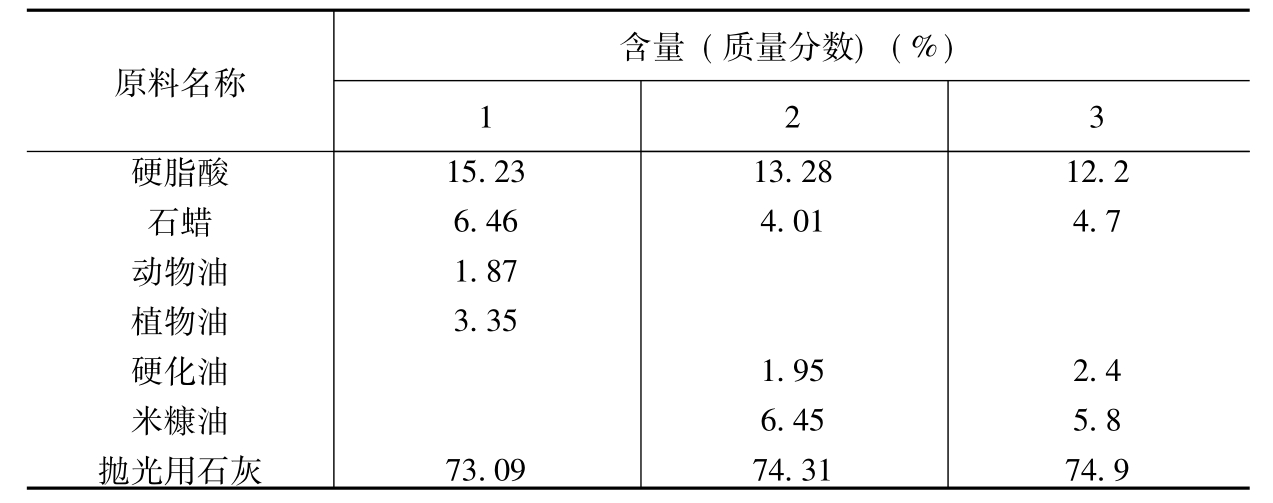
表1-10 绿抛光膏的配方
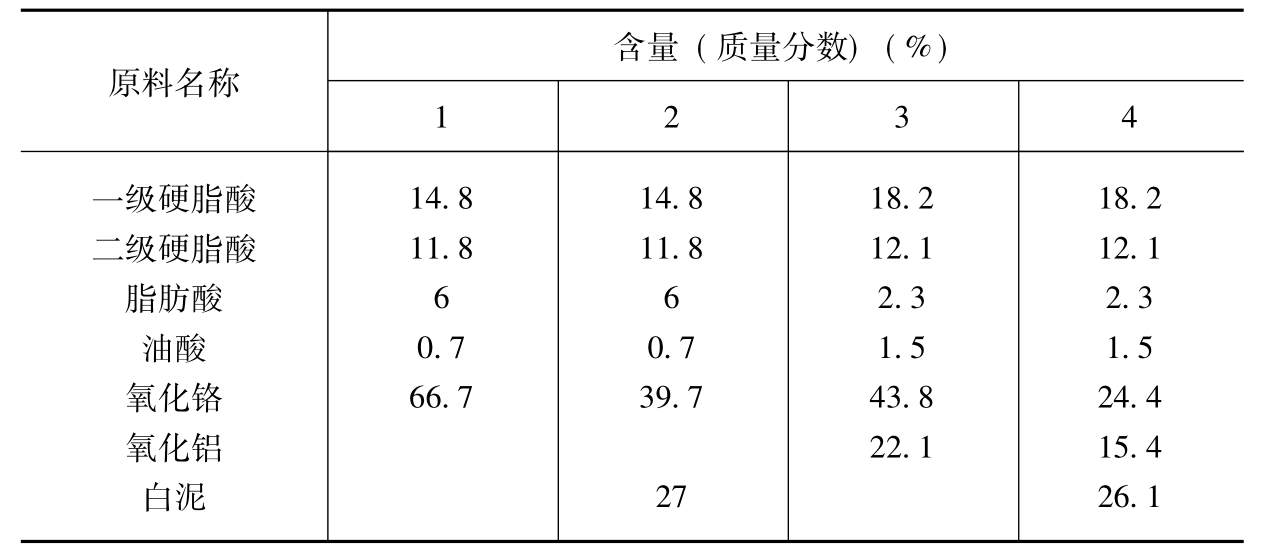
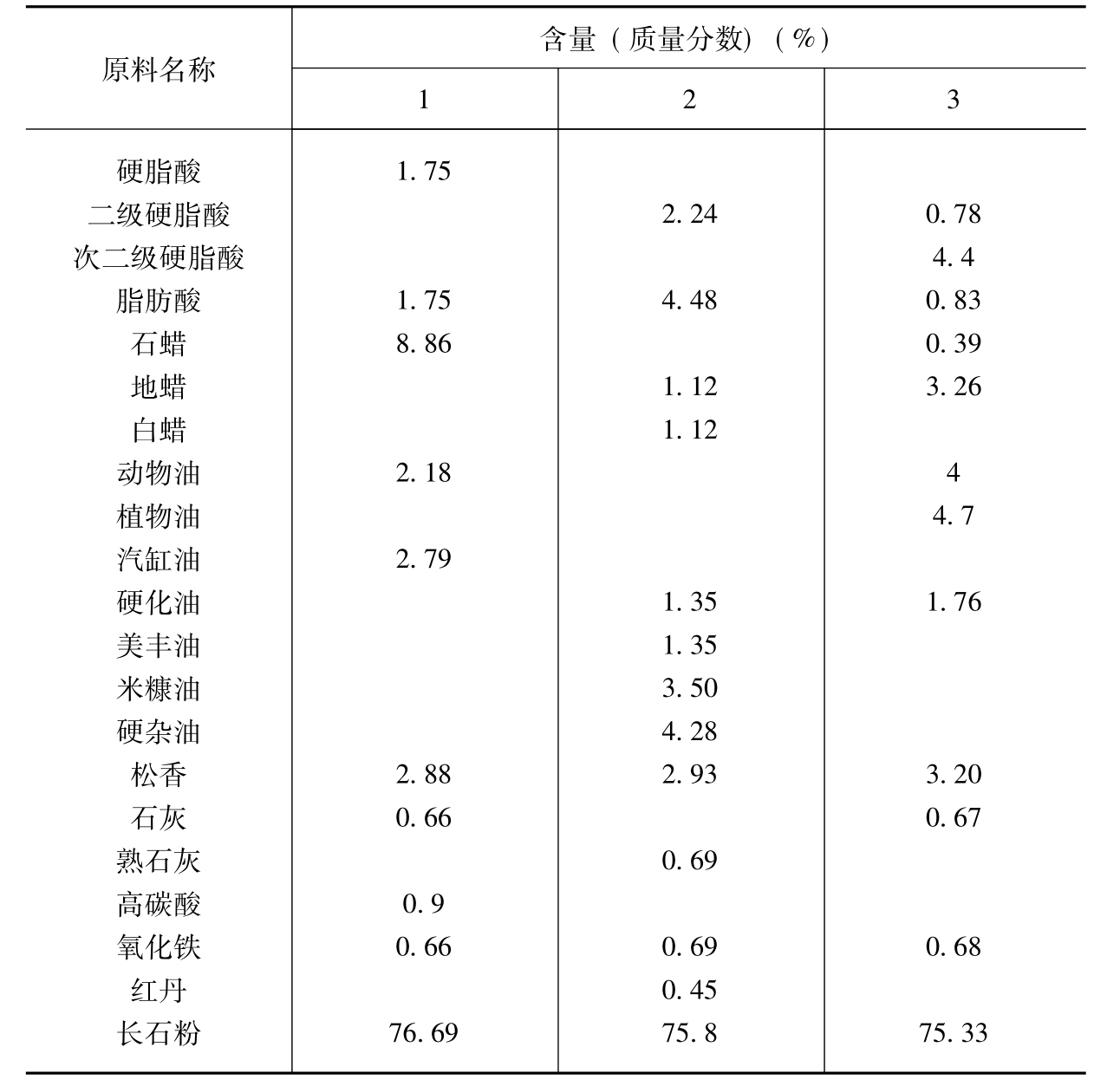
表1-11 红抛光膏的配方
3.抛光轮圆周速度的选择
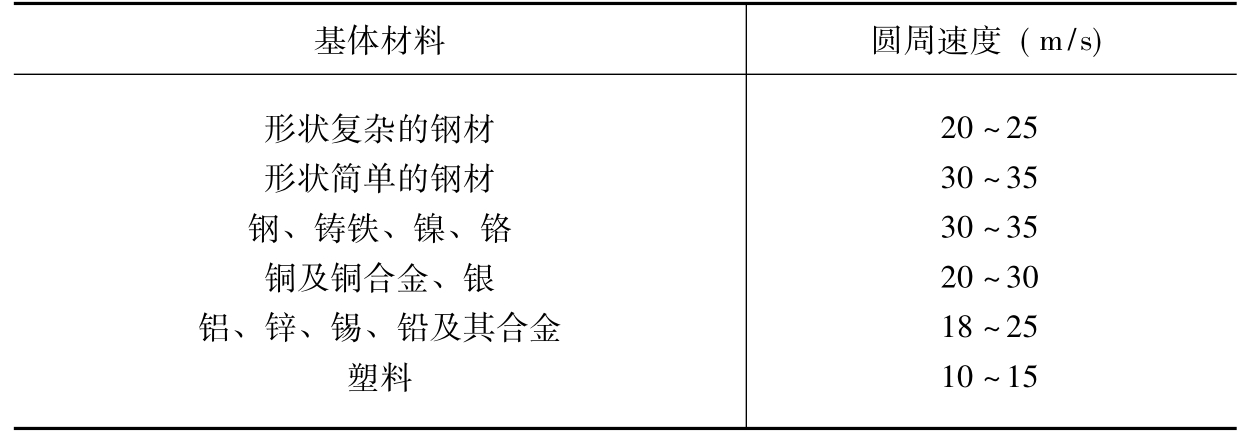
正确地选择抛光轮圆周速度是保证质量的重要因素。通常,抛光轮的圆周速度应比磨光轮的圆周速度大。应根据基体或镀层材料及抛光要求选择抛光轮的圆周速度。一般在粗抛光时,选用较大的圆周速度;精抛光时,选用较小的圆周速度。抛光轮圆周速度的选用见表1-12。
表1-12 不同基体材料抛光时适宜的圆周速度
4.抛光液
抛光液的抛光磨料与抛光膏相同,但抛光液在室温条件下,呈液态油状或水乳状,用来代替抛光膏中的固态黏结剂,因此,得到的是液态抛光剂。
抛光液通过加压供料箱、高位供料箱或泵施压压入喷枪,然后喷到抛光轮上。供料箱压力的高低或泵的功率取决于抛光液的黏度、所需供给量等因素。
根据需要,抛光液恒速不间断地供给,从而减少对抛光轮的磨损。在零件表面不会留下残余的抛光剂,同时提高生产效率。
5.常见的问题及排除的方法
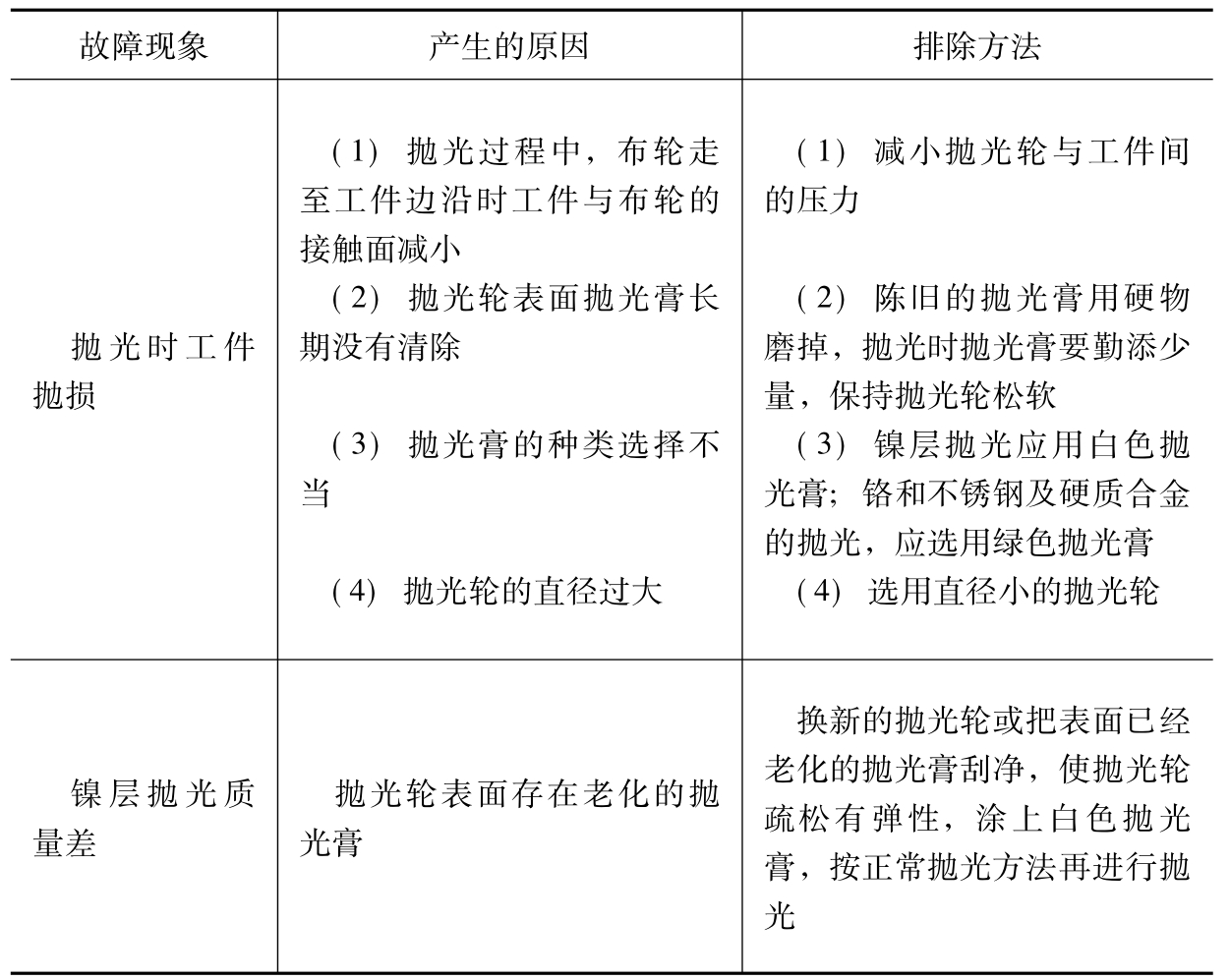
在抛光过程中常见的问题及排除的方法见表1-13。
表1-13 磨光过程中常见的问题及排除的方法
续 表
三、塑料的磨光与抛光
由于注射成型的塑料零部件的表面相对比较平滑,一般不必进行磨光或抛光。只有在零件质量要求很高或零件上的浇口、飞边等影响到其外观时,才需要进行磨光与抛光。因为塑料硬度低、耐热性差,操作时要特别注意施加的压力不要过大,加压速度要慢。
去浇口与飞边时,一般用碳化硅磨光带进行磨光。碳化硅粒度逐步减小,磨光速度为15~25m/s。使用磨光轮时,速度比抛光要低一些。需要注意的是,热塑性塑料耐热性较差,应以湿磨为宜。
抛光时应选用白抛光膏或磨料细而软的抛光液。抛光轮应用软轮,最好用有风冷作用的皱褶式抛光轮。抛光时用力要小,速度应控制在10~15m/s之间,尽量避免使零件过热。
上一篇:胰腺肿瘤切除后能活多久





