
1)TIG焊
非熔化极惰性气体保护焊又称TIG焊(Tungsten Inert Gas Arc Welding)是一种利用钨极与工件之间引燃电弧进行焊接的方法,因此,称钨极氩弧焊。TIG焊适合于合金钢、不锈钢、钛合金、镍基合金和有色金属薄板的焊接。由于TIG焊能很好地控制焊接线能量,所以,亦广泛用于各种钢材不同厚薄坡口的打底焊。TIG焊焊缝质量高,可以进行不加填充焊丝和加填充焊丝的全位置焊接。在不加填充焊丝的情况下,对接焊往往不开坡口,焊缝靠母材熔化形成。对于稍厚的焊接件,一般采用加填充丝焊接。有时,为了进一步控制焊接线能量,提高熔敷速度,减少工件变形,也采用热丝钨极氩弧焊。这时,在进入熔池前,先用交流电源对焊丝预加热。钨极氩弧焊一般在直流正接(DCEN)下焊接,因此,工件受热高,熔深比较深。但铝、镁合金和铝青铜等除外,这些材料通常采用交流电源焊接。一般不采用直流反接(DCEP),因反接时钨极容易过热融化,只能小电流焊接,熔深也就比较浅。此外,TIG焊又分无脉冲和有脉冲两种,脉冲焊时,电流幅值按一定频率周期性地变化,高电流为脉冲电流,低电流为基值电流。熔池在高电流时形成,在低电流时凝固。每一脉冲周期形成一个焊点,整条焊缝由一连串的焊点叠加而成。TIG脉冲焊的特点是可以用较低的焊接线能量来获取较大的熔深,便于控制熔池的尺寸和提高熔池的保护能力,因此,更适合于进行全位置焊接并且可进一步减小焊件变形。TIG焊的工艺操作简便、设备简单,在船舶制造中尤其在舰艇制造中已被广泛应用。
图9.8-21所示为手工钨极氩弧焊接的过程原理示意图,图9.8-22所示为自动钨极氩弧焊的过程原理示意图。
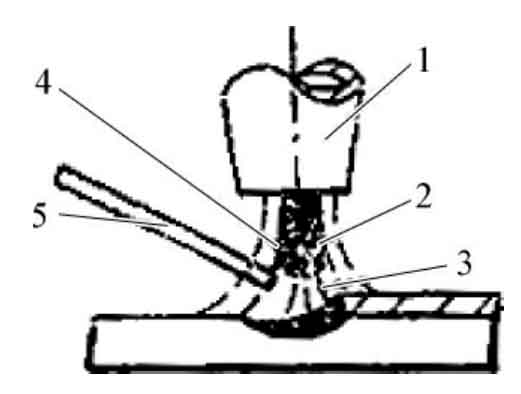
图9.8-21 手工钨极氩弧焊接过程原理示意图
1-喷嘴;2-氩气保护区;3-焊接电弧;4-钨电极;5-填充焊丝
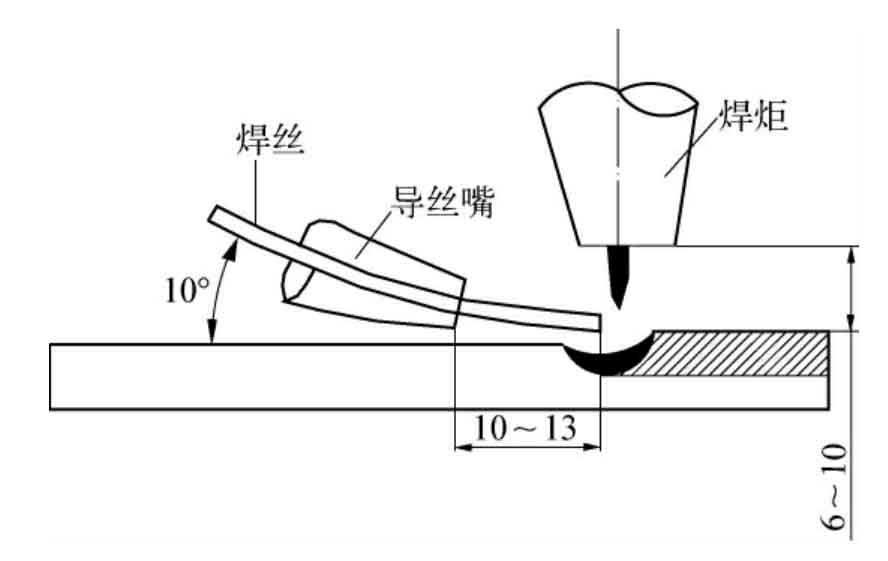
图9.8-22 自动钨极氩弧焊时焊炬、焊丝与焊件间的相对位置图
2)MIG焊
熔化极惰性气体保护焊又称MIG(Metal Inert Gas Arc Welding)焊,是近年来发展迅速的一种焊接方法,适用于碳钢、低合金钢、不锈钢、镍基合金、钛合金和有色金属等材料的焊接。MIG焊熔敷率较高,焊接质量稳定,能进行全位置焊接。MIG焊也有加脉冲和不加脉冲焊接两种,脉冲MIG焊可控制焊接线能量,适宜于薄件和全位置焊接。在铝合金船舶结构中广泛应用。
自动熔化极氩弧焊是以连续送进焊丝、焊件分别作为两个电极,在氩气层的保护下,在焊丝电极与工件间产生电弧熔化焊件与焊丝的一种焊接方法,其原理如图9.8-23所示。
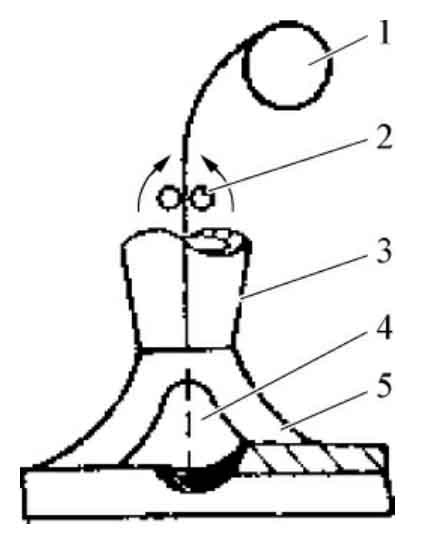
图9.8-23 自动熔化极氩弧焊的过程原理图
1-焊丝盘;2-送丝滚轮;3-焊炬喷嘴;4-焊接电弧;5-氩气保护区
9.8.8.2 钨极氩弧焊(TIG焊)工艺参数
1)电源种类和极性
采用直流反接时,虽有阴极破碎(所谓“阴极破碎”是电弧空间的正离子飞向焊件撞击金属熔池表面,将致密难熔的氧化膜击碎而去除的作用,也称“阴极雾化”)作用,但钨极易烧损,所以钨极氩弧焊很少采用。
交流钨极氩弧焊时,在钨极为负极的半周波中,钨极可以得到冷却,以减少烧损。而在焊件为负极的半周波中有“阴极破碎”作用。因此,交流钨极氩弧焊兼有直流钨极氩弧焊正、反接的优点,是焊接铝镁合金的最佳方法。
TIG焊可使用直流电,也可以使用交流电。电流种类和极性的选择主要以减少钨极烧损和产生“阴极破碎”作用来考虑。
2)钨极直径及端部形状
钨极直径要按焊件厚度、电源极性来选择。如果钨极直径选择不当,将造成电弧不稳、严重烧损钨极和焊缝夹钨。钨极端部形状可按图9.8-24所示选用。
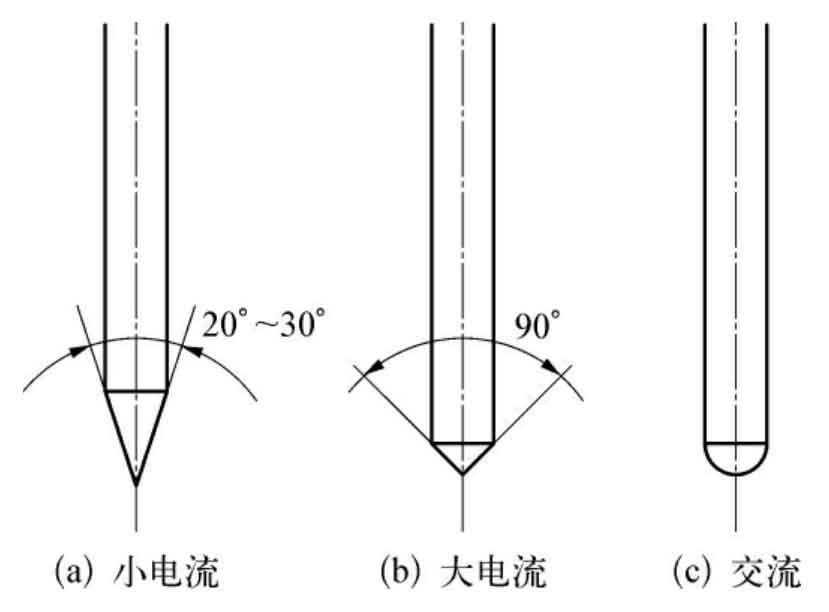
图9.8-24 电极端部的形状图
3)焊接电流和电弧电压
焊接电流主要根据焊件厚度、钨极直径和焊缝空间位置来选择,过大或过小都会使焊缝成形不良或产生缺陷。
电弧电压增加,焊缝厚度减小,熔宽显著增加;随着电弧电压的增加、气体保护效果随之变差。当电弧电压过高时,易产生未焊透、焊缝被氧化和气孔等缺陷。因此,应尽量采用短弧焊,一般电弧电压在10~24V的范围内选择。
4)氩气流量和喷嘴直径
对于一定孔径的喷嘴,选用的氩气流量要适当,如果流量过大,不仅浪费,而且容易形成紊流,使空气卷入,对焊接区的保护作用不利,同时,带走电弧区的热量多、影响电弧稳定燃烧。而流量过小也不好,气流挺度差,容易受到外界气流的干扰,以致降低气保护效果。通常,氩气流量在3~20L/min范围内。喷嘴直径随着氩气流量的增加而增加,一般为5~14mm。喷嘴至焊件的距离为5~15mm为宜;钨极伸出喷嘴的长度为3~6mm。
5)焊接速度
在一定的钨极直径、焊接电流和氩气流量条件下,焊接速度过快,会使保护气流偏离钨极与熔池。焊接速度过慢时,焊缝易咬边和烧穿。因此,应选择合适的焊接速度。
6)坡口形式及尺寸
钨极氩弧焊的常用坡口形式及尺寸主要根据焊件厚度来决定。
9.8.8.3 熔化极氩弧焊(MIG焊)工艺参数
熔化极氩弧焊是用焊丝作为电极,克服了钨极氩弧焊焊接电流因受钨极的熔化和烧损的限制,焊接电流可大大提高,焊缝厚度大,焊丝熔敷速度快,所以一次焊接焊缝厚度显著增加,适用于中厚度焊件的焊接。
当采用短路过渡或颗粒状过渡焊接时,由于飞溅严重,电弧复燃困难,焊件金属熔化不良极容易产生焊缝缺陷。但熔化极氩弧焊在氩气保护下,产生喷射过渡的最小焊接电流(即临界电流)不高,容易形成喷射过渡,熔滴呈极细的雾状粒子,粒子直径显著小于焊丝直径,通过弧柱过渡至焊接熔池,所以喷射过渡的焊接工艺常在舰船制造中广泛应用。
熔化极氩弧焊接按操作方式有半自动焊和自动焊两种。自动焊是由自动焊机小车带动焊炬向前移动,半自动焊的焊炬则由操作者手工握持向前移动。前者适于形状较规则的纵缝、环缝及水平位置的焊接;后者大多用于定位焊、短焊缝、断续焊缝及全位置的焊接。
熔化极氩弧焊的主要工艺参数有:焊丝直径、焊接电流、电弧电压、送丝速度、焊接速度、氩气流量、焊炬倾斜角、焊丝伸出导电嘴的长度、喷嘴孔径、喷嘴与焊件间的距离等。
9.8.8.4 TIG、MIG焊的焊接装备
手工钨极氩弧焊(TIG焊)的焊接设备包括供电系统、焊枪、供气系统、冷却系统、控制系统等部分,如图9.8-25所示。
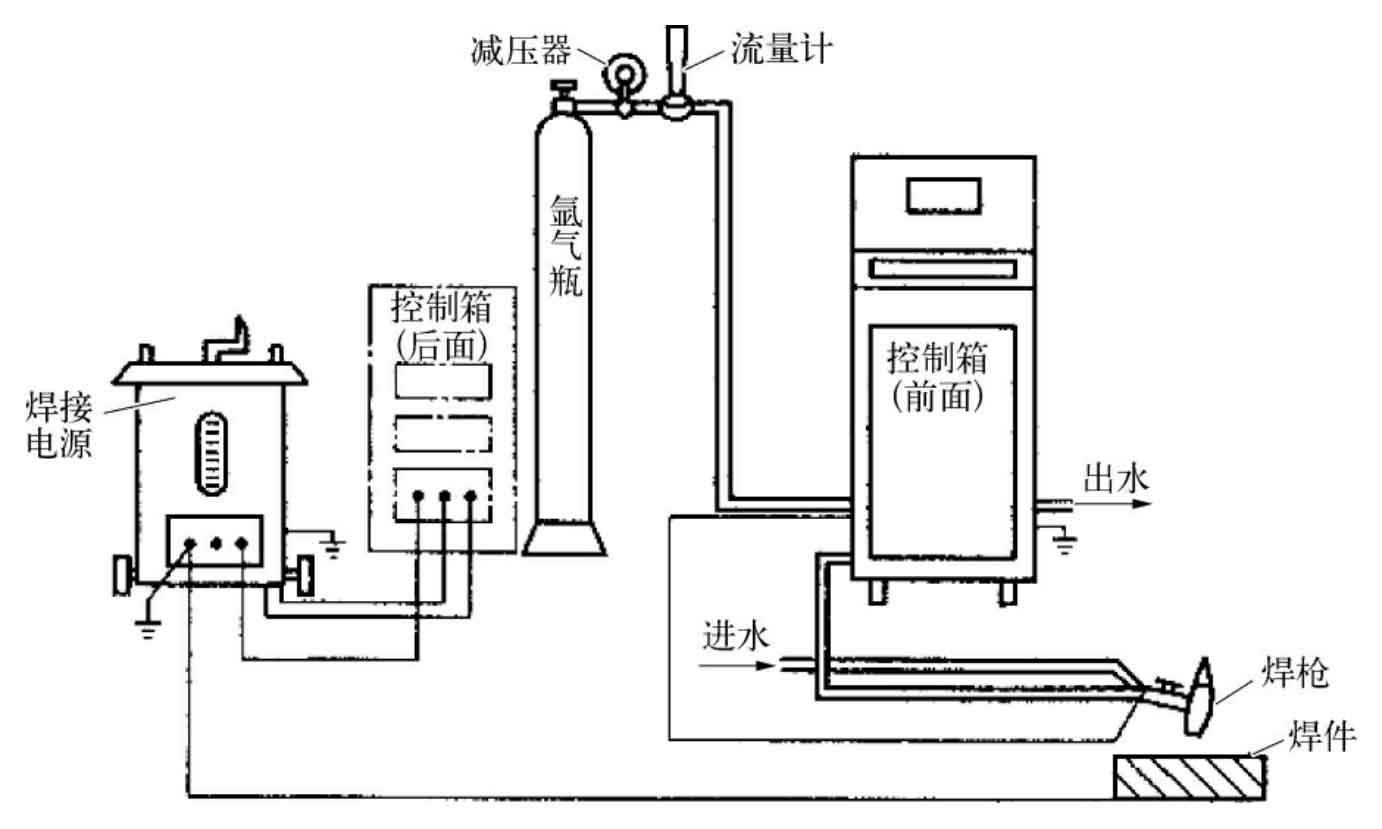
图9.8-25 手工钨极氩弧焊设备组成图
自动钨极氩弧焊设备,除上述几部分,还有等速送丝装置及焊接小车行走机构。
熔化极氩弧焊(MIG焊)的设备与CO2焊类似,主要由焊接电源、供气系统、送丝机构、控制系统、半自动焊枪等部分组成。我国定型的半自动MIG焊机有NBA系列,如NBA1-500型等,自动MIG焊机有NZA系列,如NZA-1000型等。
上一篇:企业出问题监事有责任吗
下一篇:单代号搭接网络图计划





