
任务一 刃磨三角形外螺纹车刀
一、工作任务
按照图7.1和图7.2所示的几何形状,刃磨一把外螺纹车刀和一把内螺纹车刀。
二、相关知识
1.三角形螺纹车刀的材料、特点及几何角度
1)螺纹车刀材料
车刀切削部分的材料有高速钢和硬质合金两种。
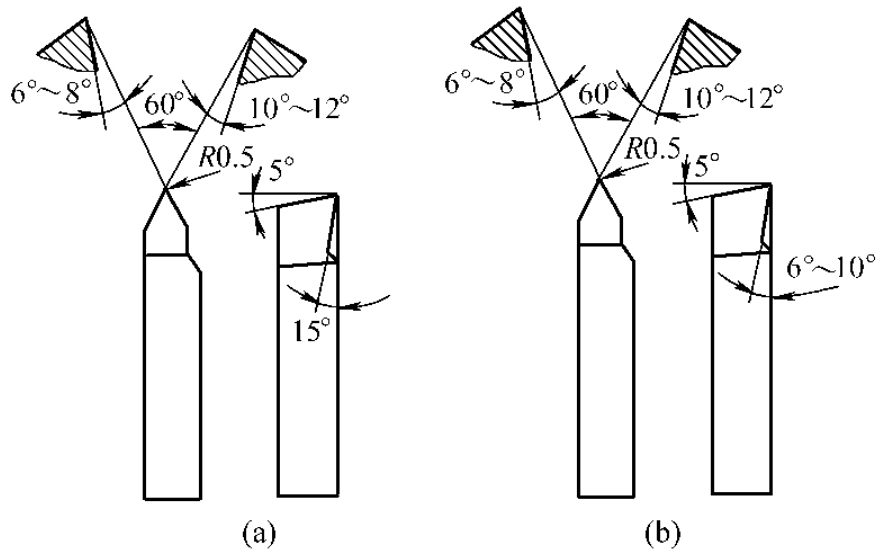
图7.1 高速钢外螺纹车刀
(a)粗车刀;b)精车刀

图7.2 高速钢内螺纹车刀
(a)粗车刀;(b)精车刀
(1)高速钢螺纹车刀:高速钢螺纹车刀常选用W18Cr4V和W9Cr4V2。其特点是:刃磨方便,切削刃锋利,韧性好,刀尖不易崩裂,车出的螺纹表面结构值小;但热稳定性差,不宜高速车削,所以常用于低速切削螺纹以及精车螺纹。
(2)硬质合金螺纹车刀:硬质合金螺纹车刀的硬度高、耐磨性好、耐高温、热稳定性好,但抗冲击能力差,因此硬质合金螺纹车刀适用于高速切削。
2)三角形螺纹车刀的几何形状(见图7.3)
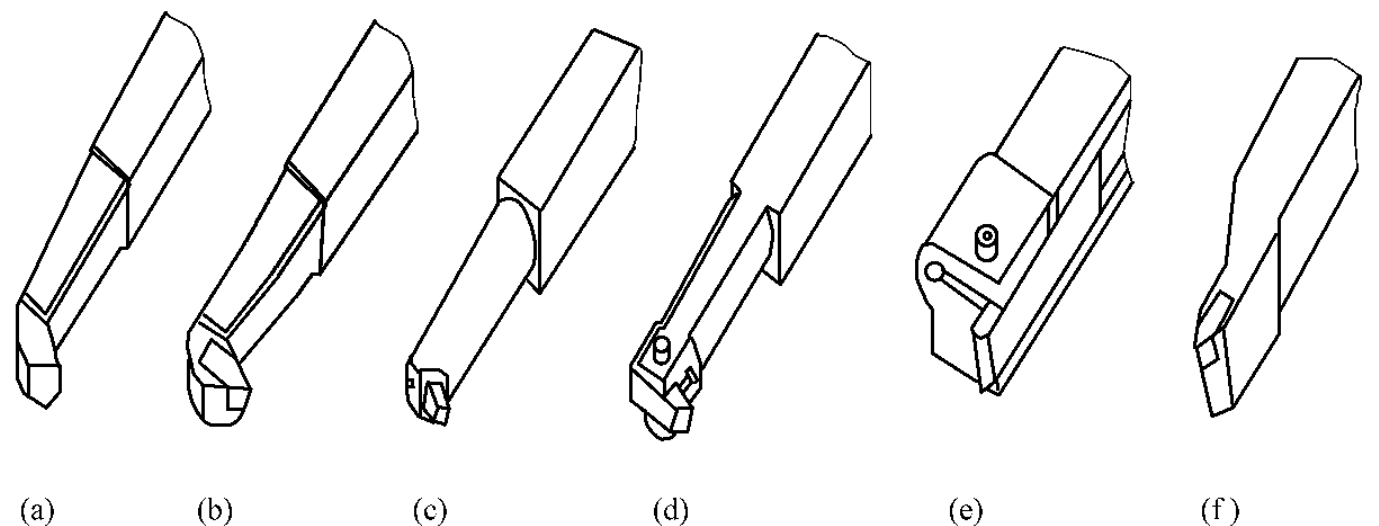
图7.3 常用三角形螺纹车刀
(a),(b)整体式内螺纹车刀;(c),(d)装配式内螺纹车刀;(e)装配式外螺纹车刀;(f)整体式外螺纹车刀
(1)外螺纹车刀。高速钢螺纹车刀,刃磨比较方便,切削刃容易磨得锋利,而且刃性较好,刀尖不易崩裂,常用于车削塑性材料、大螺距螺纹和精密丝杠等工件。常见的高速钢外螺纹车刀的几何形状如图7.1所示。
由于高速钢车刀刃磨时易退火,在高温下车削时易磨损,所以加工脆性材料(如铸铁)或高速切削塑性材料及加工批量较大的螺纹工件时,选用图7.4所示硬质合金螺纹车刀。该车刀的径向前角γ=0°,后角α=4°~6°,在加工较大的螺距(P>2mm)或被加工材料硬度较高时,在车刀的两个主刀刃上磨有0.2~0.4mm宽,γ=-5°的倒棱。因为在高速切削时,牙型角会扩大,所以刀尖角要适当减小30′,另外车刀的前刀面及后刀面的表面结构值必须很小。
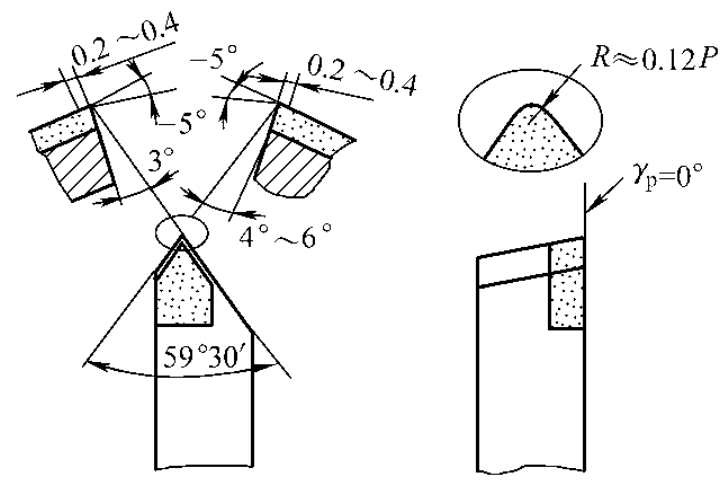
图7.4 硬质合金三角形外螺纹车刀
(2)内螺纹车刀。根据所加工内孔的结构特点来选择合适的内螺纹车刀。由于内螺纹车刀的大小受内螺纹孔径的限制,所以内螺纹车刀刀体的径向尺寸应比螺纹孔径小3~5mm,否则退刀时易碰伤牙顶,甚至无法车削。
此外,在车内圆柱面时,曾重点提到有关提高内孔车刀的刚性和解决排屑问题的有效措施,在选择内螺纹车刀的结构和几何形状时也应给予充分的注意。
高速钢内螺纹车刀的几何角度如图7.2所示,硬质合金内螺纹车刀的几何角度如图7.5所示。内螺纹车刀除了其刀刃几何形状应具有外螺纹刀尖的几何形状特点外,还应具有内孔刀的特点。
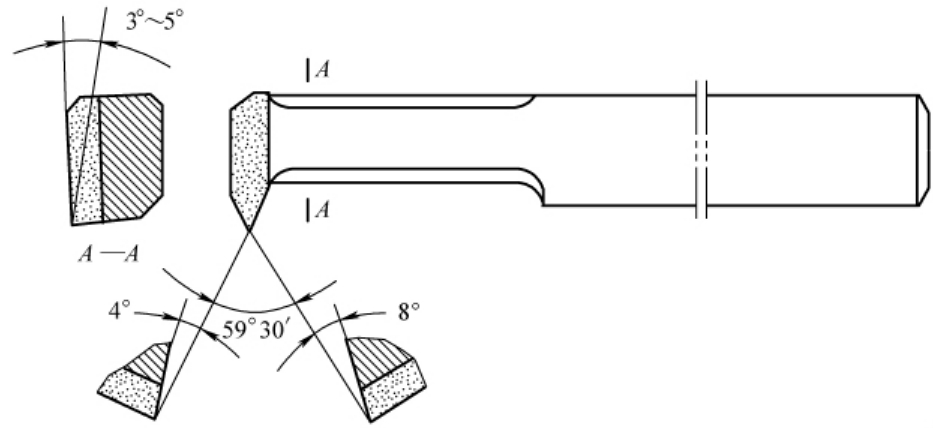
图7.5 硬质合金内螺纹车刀
3)螺纹升角ψ对车刀角度的影响
由于受螺纹升角的影响和车刀径向前角的存在,加工螺纹时车刀两侧切削刃不通过工件的轴线,因此车出的螺纹牙侧不是直线,而是曲线。由此可见,螺纹车刀工作角度比一般车刀角度要复杂得多。
(1)螺纹升角对车刀侧刃后角的影响。车螺纹时,由于螺纹升角的影响,引起切削平面和基面位置变化,从而使车刀工作时的前角和后角与车刀静止时的前角和后角的数值不相同(见图7.6)。螺纹升角越大,对工作时的前角和后角的影响越明显。三角形螺纹的螺纹升角一般比较小,影响也较小,但在车削矩形、梯形螺纹和螺距较大的螺纹时,影响就比较大。因此,在刃磨螺纹车刀时,必须注意此影响。
由于螺纹升角会使车刀沿进给方向一侧的工作后角变小,而使另一侧工作后角增大。为了避免车刀后面车刀与螺纹牙侧产生摩擦,保证切削顺利进行,刃磨时将沿进给方向一侧的后角aol磨成工作后角加上螺纹升角,即aol=(3°~5°)+ψ;为了保证车刀强度,应将车刀背着进给方向一侧的后角aor磨成工作后角减去螺纹升角,即aor=(3°~5°)-ψ。车削左旋螺纹时,情况正好相反。
(2)螺纹升角对车刀两侧前角的影响。由于螺纹升角的影响,基面位置发生了变化从而使车刀两侧的工作前角也与静止前角的数值不相同,虽然螺纹升角对三角形螺纹车刀两侧前角的影响在刃磨螺纹车刀时不作修正,但在车刀装夹时,必须给予充分的注意。
如果车刀在两侧刃磨前角均为0°,车削右旋螺纹时,左刀刃在工作时是正前角,切削比较顺利,而右刀刃在工作时是负前角,切削不顺利,排屑也困难(见图7.7a)。为了改善上述状况,可将车刀两侧切削刃组成的平面垂直于螺旋线装夹(见图7.7b),这时两侧刀刃的工作前角都为0°;或在前刀面上沿两侧切削刃上磨有较大前角的卷屑槽(见图7.7c和d),使切削、排屑顺利。

图7.6 螺纹升角对车刀两侧后角的影响
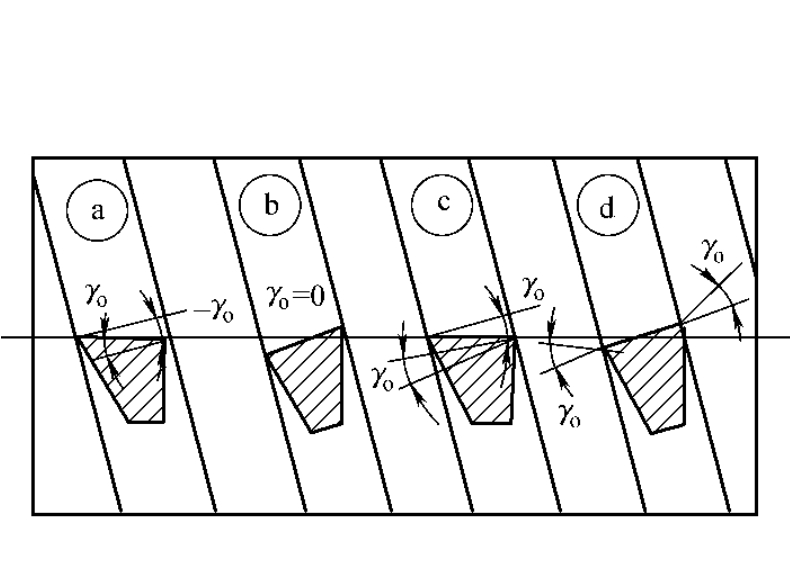
图7.7 螺纹升角对车刀两侧前角的影响
4)径向前角γp对车削螺纹牙型角的影响
当径向前角γp=0°时,螺纹车刀的刀尖角εr(两刀刃在基面上的投影之间的夹角)应等于螺纹的牙型角α。车削螺纹时,由于车刀排屑不畅,致使螺纹表面结构值较大,影响加工精度。
若径向前角γp>0°,虽然排屑比较顺利,且可减少积屑瘤现象,但由于螺纹车刀两侧切削不与工件轴向重合,使得车出工件的螺纹牙型角α大于车刀的刀尖角εr。径向前角γp越大,牙型角的误差也越大。同时,还会使车削出的螺纹牙型在轴向剖面内不是直线,而是曲线,会影响螺纹副的配合质量。
所以,车削精度要求较高的螺纹时,其精车刀刀尖角应等于螺纹的牙型角,两侧切削刃必须是直线,且径向前角应取得较小(γp=0°~5°),才能车出较正确的牙型。
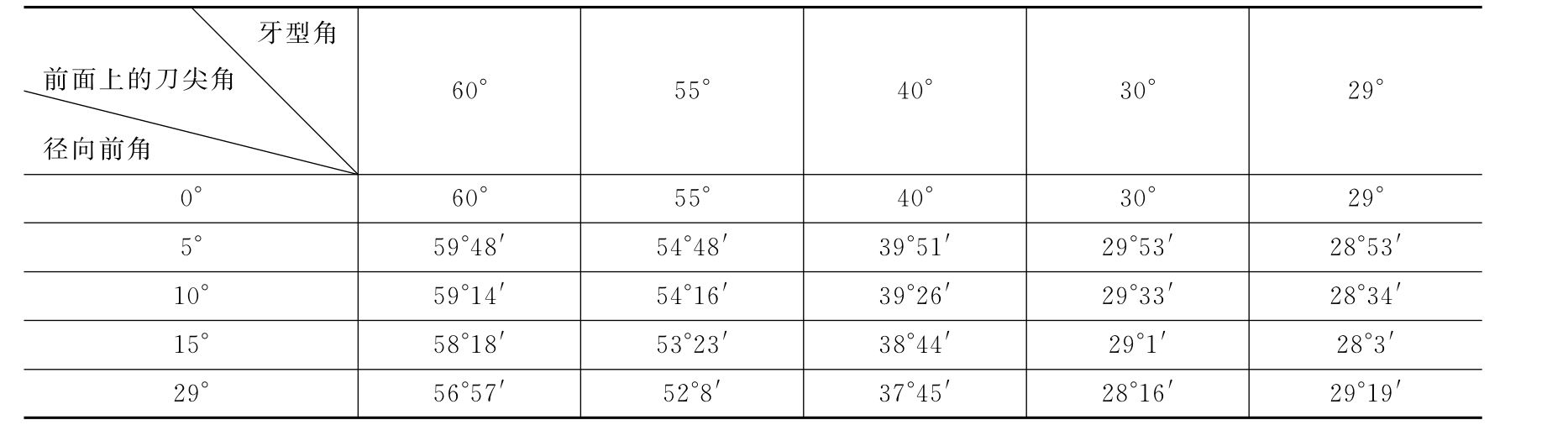
若车削精度要求不高的螺纹,其车刀允许磨有较大的径向前角(γp=5°~15°),但必须对车刀刀尖角εr进行修正,其修正值可参见表7.1,也可以根据图7.8按下式进行修正计算:
tan(εr/2)=cosγptan(α/2)
式中 α——螺纹的牙型角;
γp——螺纹的径向前角;
εr——车刀刀尖角。

图7.8 螺纹车刀径向前角及其影响
(a)γp=0°;(b)γp>0°;(c)ε′r/2<εr/2
表7.1 前刀面上的刀尖角修正值
在刃磨具有径向前角的螺纹车刀,用图7.9所示样板检查车刀刀尖时,应使样板与车刀刀底平面平行,再用透光法检查。这样测出来的才是刀尖角,而不能将样板与刀刃平行来检验。因为那样检测到的并不是刀尖角,而实际刀尖角小于牙型角。
必须指出,具有较大的径向前角的螺纹车刀,除了产生螺纹牙型变形以外,车削时还会产生一个较大的切削抗力的径向分力(Fr),如图7.10所示,这个分力有把车刀拉向工件里面的趋势。如果中滑板丝杠与螺母间隙较大,则容易产生“扎刀”现象。

图7.9 用样板修正两刀刃夹角
(a)正确;(b)不正确;(c)测量示意图1—样板;2—螺纹车刀

图7.10 径向分力Fr使螺纹车刀有扎入工件的趋势
三、工艺准备
1.几何形状分析
分析图7.1、图7.2所示螺纹车刀的几何形状和角度。
2.使用设备
一台砂轮机。
3.准备物品
练习方刀、对刀样板、防护眼镜、布、冷却液、氧化铝砂轮、砂轮石、扳手、螺丝刀。
4.刃磨要点
由于螺纹车刀的刀尖面积较小,刃磨方法比一般车刀困难。刃磨螺纹车刀有五点要求:
(1)当螺纹车刀径向前角γp=0°时,刀尖角应等于牙型角,当螺纹车刀径向前角γp大于0°时,刀尖角必须修正;
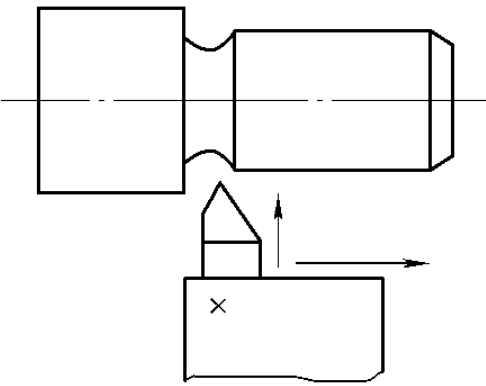
图7.11 车削高阶台螺纹车刀
(2)当γp=0°时,螺纹车刀两侧切削刃必须是直线,并且两切削刃在基面上投影的夹角的平分线垂直于走刀方向;
(3)螺纹车刀切削刃应具有较小的表面结构值;
(4)螺纹车刀两侧后角不同,应考虑车刀进给方向的后角受螺纹升角的影响而加减一个螺纹升角ψ;
(5)车高阶台螺纹时,靠近阶台一侧的刀刃应短些(见图7.11)。
四、任务实施
1.螺纹车刀具体刃磨步骤
(1)先粗磨前刀面。
(2)磨两侧后刀面,以初步形成两刃夹角。其中先磨进给方向侧刃(控制刀尖半角εr/2及后角αo+ψ),再磨背进给方向侧刃(控制刀尖角εr及后角αo-ψ)。
(3)精磨前刀面,以形成前角。
(4)精磨后刀面,刀尖角用螺纹车刀样板来测量(见图7.9),注意角度修正值的大小。
(5)磨出约0.1P的刀尖宽度。
(6)用油石修磨切削刃、前刀面和后刀面。
2.刃磨螺纹车刀的注意事项
(1)刃磨时必须戴防护眼镜。
(2)刃磨、修磨时,人的站立姿势和方法要正确,动作要规范。
(3)刃磨时,操作者应尽量避免正对砂轮,以站在砂轮的侧面为宜,周围不要有太多的人围观。
(4)遵守安全、文明操作的有关规定。
(5)新装的砂轮机必须经严格检验才能使用。
(6)砂轮磨削表面必须经常修整。
(7)刃磨时,不要用力过猛,应左右和上下移动确保刃口平直。
(8)避免在砂轮机的端面磨刀。
(9)刃磨高速钢车刀应及时用水冷却,防止退火造成硬度降低;刃磨硬质合金车刀则不能放入水中冷却,防止车刀因骤冷而崩碎。
(10)刃磨结束,应随手关闭砂轮机电源。
五、考核评价
(1)学生完成自检,将编写的刃磨步骤与车刀一起上交。
(2)教师对零件进行检测,对学生编写的加工工艺进行批改,对学生整个任务的实施过程进行分析,并对学生进行成绩评定。
六、思考与练习
(1)螺纹升角对螺纹两侧前角、后角有什么影响?
(2)螺纹车刀径向前角对车削螺纹牙型角有什么影响?
(3)怎样刃磨出合格的螺纹车刀?





